

|
|

|
Промышленный лизинг
Методички
Прижимы (рис. 20, а, б) применяют для крепления детали к упорам или столу. Винтовые прижимы обеспечивают поперечное крепление детали, а клиновые - поперечное и продольное. Распорные винты (рис. 20, в) служат для установки и крепления деталей. Одним набором обеспечивается установка деталей высотой от 50 до 500 мм и более в зависимости от характера 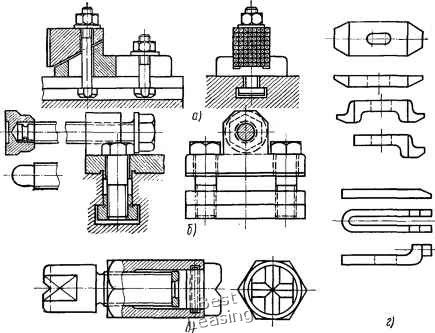 Рис. 20. Принадлежности для крепления деталей на расточных станках: а - прижим клиновой, б - прижим винтовой, е - распорный винт, г - прихваты обрабатываемых поверхностей. При длине свыше 300 мм винты выполняются сварной конструкции с применением труб. Прихваты (рис. 20, г) служат для крепления деталей. Зажимные винты, шпильки и сухари также служат для крепления деталей. Их размеры зависят от размеров паза стола и детали. § 17. УНИВЕРСАЛЬНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ КРЕПЛЕНИЯ ДЕТАЛЕЙ В цехах с мелкосерийным и индивидуальным характером производства обрабатываемые на расточных станках детали в большинстве случаев крепятся непосредственно к столу станка при помощи различного рода прижимных планок, станочных болтов и подкладок. Подбор элементов крепления, нужных по размерам для данного случая обработки, занимает, как правило, много времени, даже если рабочее место обеспечено достаточным набором крепежных деталей. На рис. 21 изображено универсальное приспособление для крепления деталей к столу станка. Оно состоит из регулируемой опоры прихвата болта 2 и резьбовых трубок 3 и 4, позволяющих регулировать крепление деталей высотой до 260 мм. Обрабатываемая деталь крепится болтом 7 с надставкой 6, ввернутой в су- 4. Размеры универсального крепежного приспособления Наибольшая высота крепления Я, мм Номера деталей приспособления Размер деталей /, мы 55 83 7. 2 6. 7. 2. 3 6,2 7,3 6. 7. 2. 3 4. 6, 2, 3 7 55 55 55 100 100 200 Рис. 21. Универсальное приспособление для крепления деталей 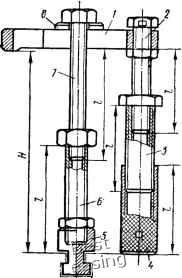
харь 5, размер которого меняется в зависимости от размеров паза стола. Съемная шайба 8 увеличивает опорную площадь при затягивании болта 7. В прихвате сделано отверстие диаметром 40 мм, позволяющее снимать прихват, не вывинчивая болт из надставки 6, что сокращает время при пользовании приспособлением. Регулирование высоты крепления Н обеспечивается набором опоры из деталей 2,3 v. 4 по размерам, указанным в табл. 4. Для удобства эксплуатации таблицу помещают на заднем торце прихвата, а детали 2, 3 я 4 клеймят на гранях под ключ. Универсальное приспособление обеспечивает быстрое и удобное закрепление деталей различной высоты при минимальном количестве болтов, прихватов и ключей. § 18. ПРИНАДЛЕЖНОСТИ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ СТАНКА ИНСТРУМЕНТОВ, ОПРАВОК И БОРШТАНГ С КОНИЧЕСКИМ ХВОСТОВИКОМ Наибольшее распространение получили крепление и выколотка концевых инструментов, оправок и борштанг в шпинделе станка с помощью жесткого и инерционного клина (рис. 22). В расточном шпинделе станка для этой цели имеются два окна: для клина, скрепляющего инструмент со шпинделем и клиновой выколотки, с помощью которой инструмент выбивается из кони- 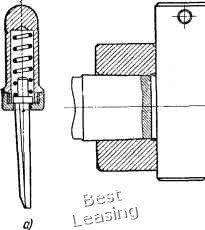
Рис. 22. Крепление в шпинделе станка инструментов с коническим хвостовиком с помощью: а - ийерционного клина, б - обыкновенного клииа и выколотки ческого гнезда шпинделя. Механический инерционный клин для выколотки инструмента из шпинделя станка обладает тем преимуществом, что выталкивание инструмента с его помощью производится одной рукой. Другой рукой рабочий может удерживать инструмент, предотвращая его падение. Клиновое крепление инструментов на расточных станках имеет ряд недостатков: дополнительная обработка окна под клин в инструментах в случае их невзаимозаменяемости, нарушение точности посадки шпинделя в пинольной втулке из-за ударов молотка по клину и вибрации инструмента, снижение качества и производительности обработки, повышенный износ и сокращение сроков работы без ремонта. Бесклиновое крепление инструментов, предложенное А. М. Фоменко, не имеет указанных дефектов. Пример бесклинового крепления консольной расточной оправки показан на рис. 23. Зажимное устройство состоит из корпуса 4, резьбового кольца 5, гайки 2, 0 1 2 3 4 5 6 7 8 9 10 11 12 13 [ 14 ] 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
||||||||||||||||||||||||||||||||||