

|
|

|
Промышленный лизинг
Методички
винтов 1 к 6, шпонки S, штифта 7 и стопора 5. Кольцо 3 имеет левую резьбу, гайка 2 - правую. В кольце 3 выполнены проймы под заход усиков инструмента при установке в шпиндель (положение /) и после поворота и зажима (положение ). Корпус 4 с помощью наружного накидного ключа ввинчивается в гайку 2 до упора торца Г усика инструмента в уступ В кольца 3, которое благодаря трению поворачивается некоторое время вместе с корпусом 4 и зажимает инструмент в конусе шпинделя торцом С кольца 3. Усик инструмента или опрабки переходника 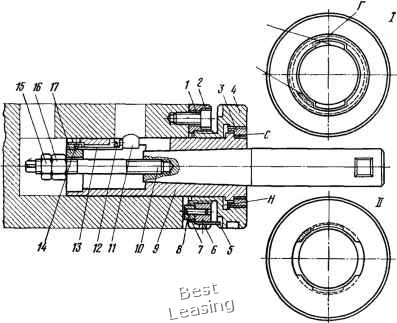 Рис. 23. Бесклиновое крепление инструмента Для освобождения инструмента корпус поворачивается в обратную сторону, при этом инструмент сначала выжимается торцом Я из конуса шпинделя, а затем поворачивается вместе с корпусом до совмещения усиков инструмента с проймой кольца. Стопор 5 служит для предотвращения самоотвинчивания корпуса в процессе работы. Переходник состоит из переходной втулки 9, зажимного винта 10, стопора , винта 12, пружины 13, планки 14, диска /7 и гаек 15 и 16. Консольная оправка (концевой инструмент или оправка с цанговым зажимом) предварительно вставляется в конус втулки 9 и зажимается винтом 10, после чего вместе с переходником зажимается в шпинделе станка. § 19. УНИВЕРСАЛЬНЫЕ КОНСОЛЬНЫЕ ОПРАВКИ, БОРШТАНГИ И ПАТРОНЫ ДЛЯ КРЕПЛЕНИЯ ИНСТРУМЕНТА Короткие консольные оправки (рис. 24, а, б) предназначены для растачивания одним или двумя резцами отверстий, диаметр которых больше диаметра шпинделя. SuDMEwpa влрпВки до 27мм \  Для диаметра ощаВт S2MM II Более 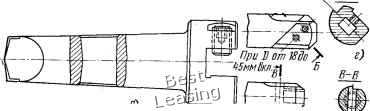 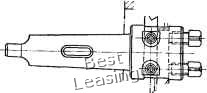
ВсВыше 5мм Рис. 24. Оправки для крепления расточных резцов: а - короткая оправка для крепления одного резца, б - то же, для крепления двух резцов, в - удлиненная оправка с наклонным креплением резцов и круглым окном, г - то же, с прямоугольным окном, д - удлиненная консольная оправка с прямым креплением резцов и квадратным окном, е - то же, с прямоугольным окном Удлиненные консольные оправки (рис. 24, в, г, д, е) применяются для растачивания отверстий диаметром меньше диаметра шпинделя. Расточные оправки и борштанги делают из стали 20Х или 40Х. В первом случае их цементируют и калят, во втором - подвергают поверхностной закалке токами высокой частоты по конусу и наружному диаметру. Окна для инструмента делают незакаленными. При изготовлении оправок и борштанг соблюдаются следующие технические условия: шероховатость обработки наружного диаметра и конуса 8-го класса, биение 0,02-0,04 мм, посадка движения по наружному диаметру направляющей части. Консольные оправки имеют прямоугольные, квадратные или круглые окна для резцов, расположенных под углом 45 или 90° к оси оправки. Применяются также и консольные оправки для «плавающих» расточных блоков (рис. 25), которые допускают радиальное смещение блоков в окна оправки. Оправки для насадных зенкеров и разверток с байонетным затвором на инструменте (рис. 26, а) или оправке (рис. 26, б) обеспечивают быструю установку и съем инструмента. Для крепления режущих инструментов, имеющих конусный хвостовик, применяют переходные втулки-удлинители (рис. 26, в) длиной от 160 до 1600 мм, которые обеспечивают обработку отверстий с направлением через втулки приспособлений с ходовой посадкой 2-3-го класса точности. Оправки для крепления насадных разверток с конусным хвостовиком (рис. 26, г, д) обеспечивают точное совпадение оси отверстия с осью развертки благодаря шарнирному соединению, допускающему поворот и смещение оси развертки относительно оси шпинделя, как это диктуется предварительно обработанным отверстием. Шарнирная оправка с байонетным затвором (рис. 26, д) позволяет производить быст-)ую смену инструмента, имеющего конус Vlop3e от № 3 до 5. Борштанги для расточных работ с одним или несколькими окнами (рис. 27, а, б) закрепляются конусным хвостовиком в шпинделе и получают дополнительную опору и направление во втулках приспособления и задней стойки. Борштанги состоят из следующих основных элементов (рис. 28, а, б): собственно борштанги 1, направляющих шпонок 2 и 5, крепежных винтов 4, конического винта 6, сухаря 5, расточного резца 8 и установочного кольца 7. На направляющем диаметре борштанги фрезеруются винтовые канавки для смазки. Крепление расточных бдоков на борштанге показано на рис. 28, б. Для крепления на борштангах насадных инструментов применяется байонетный затвор с поводковыми сухарями (рис. 29). Крепление в борштангах расточных резцов изображено на рис. 30. Быстросменные патроны с шариком (рис. 31, а) обеспечивают быструю смену и закрепление инструмента с конусным или цилиндрическим хвостовиком без останова вращения шпинделя. При перемещении от руки втулки / до упора в кольцо 2 шарики 3 утопают в расточке втулки 1 и освобождают втулку 4 или 5 с ннстру-  Рис. 25. Консольная оправка для крепления «плавающих» расточных блоков 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 [ 15 ] 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |