

|
|

|
Промышленный лизинг
Методички
ментом. После замены инструмента втулка / опускается в нижнее положение, тогда шарики S заскакивают в сферические углубления втулки 4 или 5. Патроны для крепления концевых фрез на расточных станках (рис. 31, б) состоят из переходной втулки 2, в конусном отверстии которой крепится винтом S концевая фреза. Наружным конусом переходная втулка 2 вставляется в корпус патрона 4 и зажимается гайкой /. Патроны для метчиков с предохранительной пружиной имеют два исполнения: с фрикционными дисками (рис- 31, в) -для резьб диаметром 6-10 мм и с торцовой муфтой (рис. 31, г) - для резьб диаметром 8-42 мм. При нарезании глухих резьб или перегрузке метчиков по другим причинам поломка метчика предупреждается сжатием пружины и взаимным перемещением фрикционных дисков или кулачковых муфт. § 20. ДВУХРЕЗЦОВЫЕ ГОЛОВКИ И БЛОКИ Обработка отверстия одним резцом малопроизводительна: мощность расточного станка при этом используется только на 15-20,7о. Кроме того, при обработке универсальной борштангой отверстий различного диаметра приходится увеличивать вылет резца при переходе от меньшего диаметра к большему, что снижает жесткость инструмента и режим резания. Одностороннее крепление нескольких резцов в одной борштанге при расточке соосных отверстий приводит также к появлению вибраций и заниженным режимам резания. Все это говорит о том, что необходимо применять многорезцовый (обычно двухрезцовый) режущий инструмент с диаметрально противоположным креплением резцов, при котором радиальные усилия, действующие на оправки или борштангу, взаимно уравновешиваются. Двухрезцовый инструмент применяется двух типов: концевые, или насадные, головки с креплением в конусе шпинделя; разъемные блоки и расточные головки с креплением на борштанге и опорой в задней стойке. Двухрезцовая концевая головка (рис. 32) предназначена для обработки отверстий диаметром 75--130 мм. Шлифование конуса головки производится после запрессовки пробки / в корпус 2 и притирки центров. Предварительная установка резцов под заточку на определенный диаметр производится по штангенциркулю от наружного диаметра пробки с упором резцов в торец винтов 3. Головка может быть выполнена для работы с разделением припуска между резцами или как двухрезцовый инструмент с заточкой на один диаметр. Разъемные блоки (рис. 33) служат для расточки отверстий диаметром 130-235 мм. Подрезные резцы блоков предварительно устанавливают по диаметру и торцу на заданный размер; при этом возможно разделение припуска по диаметру и торцу между ножами. Преимущества разъемных блоков состоят в том, что они допу- екают обработку ряда соосных отверстий как по диаметрам, так и по торцам, просты по конструкции, настройке и эксплуатации, универсальны, так как каждый блок регулируется по диаметру в пределах 10-60 мм, имеют высокую жесткость крепления самих блоков и резцов. Разъемные блоки закрепляются на оправке с помощью подвижной шпонки 8, которая имеет радиальное перемещение в окне верхней части блока 1 под действием пружины 7. Резцы 5 могут быть установлены в пределах от 130 до 235 мм по диаметру и от 6 до 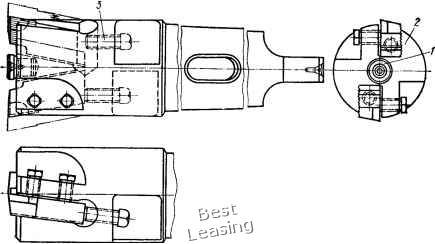 Рис. 32. Двухрезцовая концевая головка 8 мм ПО торцу С помощью регулировочных винтов 3 и стопорных винтов 12. При износе резцов блока перешлифовка их производится после перестановки по диаметру за счет рифления на задней грани. Полукольца 4 образуются при разрезке закаленной и шлифованной втулки. Верхняя часть блока / соединяется с нижней его частью 2 втулкой 9 и осью 10. Установка резцов на требуемый диаметр производится по штангенциркулю или микрометру с использованием установочной пробки И к регулировочных винтов 3. Расточный блок может быть настроен и использован с разделением припуска на два резца или как двухрезцовый зенкер. В последнем случае заточка ножей производится в сборе с корпусом, а на бирке 6 клеймится диаметр ножей. Оправки для крепления расточных блоков диаметром свыше 100 мм делают сварными. Разъемные блоки для обработки отверстий и торцовых поверхностей диаметром 240-350 мм имеют сварную конструкцию. Прин- BuSA 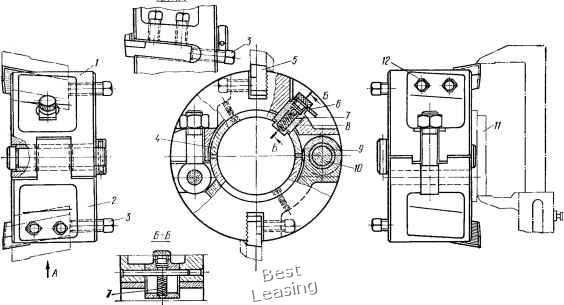 Рис. 33. Разъемный блок для растачираиия отверстий диаметром 130-235 мм 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 [ 17 ] 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |