

|
|

|
Промышленный лизинг
Методички
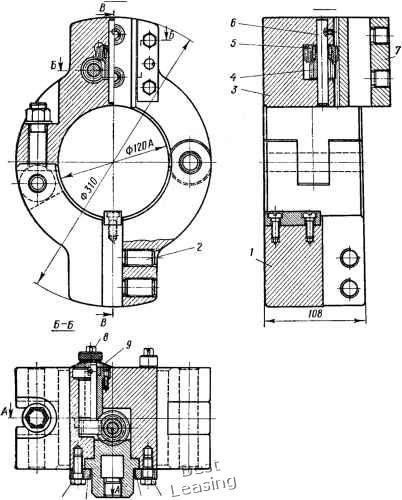 to 11 It ID Рис. 34. Разъемный блок для растачивания отверстий диаметром 350-450 мм цип работы и настройки блоков аналогичен изображенным на рис. 33. Разъемные блоки для обработки отверстий и торцовых поверхностей диаметром 350-450 мм (рис. 34) имеют несколько иную конструкцию, которая обеспечивает точную установку одного из резцов на диаметр обработки с помощью червячной и винтовой передач. Резец закрепляется в пазу нижней части блока / винтами 2 с предварительной регулировкой положения от руки. Резец, закрепляемый в квадратном окне подвижного резцедержателя 7 верхней части блока 5, перемещается в радиальном направлении при повороте червяка 8 по нониусу 9. При этом червячное колесо 4 -ТгЬ --г + т - Hill и: II -т*г I у Рис. 35. Насадная головка И винт 5 вращаются относительно оси в. После установки резца на требуемый диаметр резцедержатель 7 закрепляется винтами 10 и планками . Насадные головки (рис. 35) применяются для обработки отверстий диаметром 250-600 мм- Резцы устанавливают при помощи регулировочного винта по штангенциркулю со специальными губками. Головка крепится на фланце конусной оправки с помощью винтов и торцовой шпонки. Расточные головки (рис. 36) применяются для обработки больших отверстий диаметром 400-850 мм с креплением на борштангах диаметром 180 мм и выше. Головка для упоров, применяемая при подрезке торцов и расточке выточек (рис. 37), закрепляется на борштанге вблизи одного из доступных торцов обрабатываемой детали. В одно из отверстий диаметром 16А вставляется роликовый упор / со смещенной или центральной осью (в зависимости от диаметра базового торца). Путем использования любого из шести отверстий диаметром 16А, смены или поворота роликового упора всегда можно обеспечить соприкосновение ролика с базовым торцом детали в определенном интервале диаметров торцов. Изменяя положение головки упоров на борштанге и регулируя вылет державки ролика винтами 2, устанавливают необходимую длину хода борштанги до упора ролика в торец детали. Тем самым устанавливается и глубина торцовых  Рис. 36. Расточная головка выточек или величина подрезки торцов у детали с помощью инструментов, закрепленных в окнах борштанги или разъемных блоках. § 21. ГОЛОВКИ ДЛЯ СВЕРЛЕНИЯ, ФРЕЗЕРОВАНИЯ, ШЛИФОВАНИЯ, ПОЛИРОВАНИЯ И ХОНИНГОВАНИЯ НА РАСТОЧНЫХ СТАНКАХ Быстроходная сверлильная головка (рис. 38, а) предназначена для повышения частоты вращения (числа оборотов) режущего инструмента в четыре раза по сравнению с частотой вращения шпин- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 [ 18 ] 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |