

|
|

|
Промышленный лизинг
Методички
деля. Сверлильная головка конусом оправки вставляется в шпиндель станка. Вращение сверлу сообщается через две зубчатые пары: зубчатое колесо, нарезанное на конусной оправке /, двухвен-цовый блок 3 и зубчатое колесо, нарезанное на шпинделе 5 сверла. Шпиндель сверла вращается во втулках 6 и 2, запрессованных в крышку 4 головки, и оправку /. Осевые усилия воспринимаются упорным подшипником 7.  Рис. 37. Головка для упоров, применяемая при подрезке торцов и расточке выточек Вертикально-фрезерная головка (рис. 38, б) предназначена для обраб.0тки пазов и горизонтальных поверхностей на горизонтально-расточных станках. Она крепится специальным кронштейном на штанге, привинченной к корпусу шпиндельной бабки станка, и вращается от шпинделя. Фрезерование наклонных поверхностей и пазов производится за счет поворота корпуса головки / на требуемый угол по круговой шкале фланца кронштейна 2. Шлифовальная головка (рис- 38, в) применяется для шлифования отверстий, торцов и наружных диаметров на расточных станках за один постанов с расточкой и обточкой с целью получения точных размеров, геометрических форм и высокой шероховатости поверхностей. Шлифовальная головка крепится на кулисе / планшайбы станка. Шлифовальный круг вращается от шпинделя 2 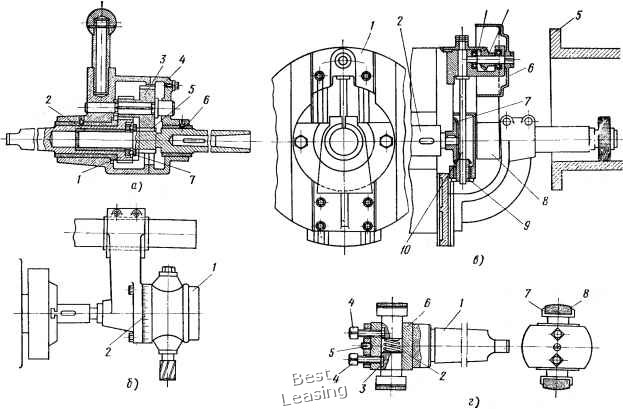 Рис. 38. Головки для горизонтально-расточных станков: а - быстроходная сверлильная, б - вертикально-фрезерная, в - шлифовальная, г полировальная через две пары конических колес 7-9 и 3-4 и ременную передачу 6-8. Осевая подача сообщается столу вместе с деталью 5. Установка на глубину резания и заданный диаметр отверстия производится радиальным перемещением кулисы 1 планшайбы. При этом валик 10 передвигается по отверстию зубчатого колеса на скользящей шпонке. Шлифовальная головка может иметь привод и от индивидуального электродвигателя. В этом случае электроэнергия к электродвигателю подводится через вращающуюся планшайбу станка посредством коллекторного устройства. Полировальная головка (рис. 38, г) применяется на расточных станках для чистовой обработки отверстий диаметром 90-250 мм. 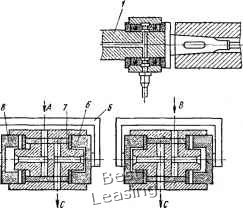 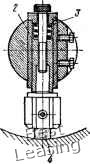 Рис. 39. Головка для суперфиниша отверстий на расточных стайках получения шероховатости их поверхности до восьмого класса и точности первого класса, а также устранения конусности отверстий. Полировальная головка состоит из конусной оправки 1, сменных втулок 6, державок 7, съемных прокладок 3, пружин 2, винтов и 5 и шлифовальных брусков 8. Головка крепится в шпинделе станка и получает от него осевое и вращательное движение. С этой же целью на расточных станках применяются и чугунные притиры. Головка для абразивной обработки отверстий на расточных станках (рис. 39) конструкции В. Г. Рыжкова действует по принципу суперфиниша и обеспечивает получение шероховатости поверхности отверстий 9-10-го класса. Головка 2 закрепляется на консольной оправке / или борштанге с опорой в люнетной стойке. Консольное крепление применяется при длине отверстий до 6Д при большей длине отверстий головки устанавливаются на борштанге. Обработка отверстий диаметром 90-250 мм обеспечивается комплектом из трех консольных оправок с соосными шлифоваль- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 [ 19 ] 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |