

|
|

|
Промышленный лизинг
Методички
ными головками. Отверстия диаметром 250-1000 мм обрабатываются сменой головок 2 в оправках или борштангах. Шлифовальный брусок 4 в процессе работы прижимается к обрабатываемой поверхности отверстия пружиной 3. Сжатый воздух поступает в головку через каналы в оправке или борштанге и вызывает колебательное движение скобы 5 с шлифовальным бруском вдоль образующей отверстия. При этом воздух по стрелке А поступает в камеру левого поршня 8 и двигает его влево вместе со скобой 5, правым поршнем 6 и золотником 7 до тех пор, пока механизм пневмопривода займет положение, при котором воздух по стрелке В начнет поступать в камеру правого поршня 6 и двигать его вправо вместе со скобой 5, поршнем 8 и золотником 7. Отработанный воздух выходит по направлению стрелки С. Пневмопривод обеспечивает 1500-2000 двойных ходов в минуту бруска 4 под нагрузкой, пока не прекратится поступление сжатого воздуха. § 22. расточные оправки, борштанги, патроны, головки и суппорты с точкой установкой резца на диаметр и радиальной подачей мнструмекта Имеется несколько конструкций патронов, оправок, борштанг и головок для чистового растачивания отверстий с точной установкой (до 0,01-0,02 мм) резца на заданный диаметр в пределах от 30 до 500 мм. Расточный патрон (рис. 40, а) предназначен для чистового растачивания отверстий диаметром от 30 до 80 мм. При повороте винта / ключом с наружным квадратом ползун 2 перемещается по радиальному пазу корпуса 3 и крепится в нужном положении винтом 4. Отсчет перемещения производится по круговой шкале на конусной головке винта / с ценой деления 0,01 мм. Отсутствие люфта в соединении ползуна с корпусом обеспечивается за счет шлифования компенсатора 5 по месту с притиркой сопрягаемых поверхностей. Резьбовая втулка 6 делается из бронзы. Специальный расточный резец закрепляется в отверстии диаметром 14А. Расточный патрон, показанный на рис.40, б, обеспечивает возможность расточки отверстий диаметром от 40 до 200 мм. Ползун / перемещается в корпусе 2 по пазу, имеющему форму ласточкина хвоста с углом 55°. Перемещение ползуна осуществляется с помощью винта и гайки. В отверстие диаметром 18А закрепляется расточный резец 3 или бправка с резцом. Для расточки отверстий большего диаметра на бобышку ползуна с плотной посадкой насаживается и закрепляется державка 4 с резцом 5. Комплект из двух расточных патронов (рис. 41) допускает расточку отверстий диаметром от 70 до 250 мм. Конструкция патронов обеспечивает жесткое крепление расточных резцов квадратного сечения. 3 Смирнов в. к. 65 Регулируемая борштанга конструкции новатора В. К. Семинского для черновой расточки (рис. 42, а) состоит из корпуса 1, винта-шестерни 4 и ползуна 6 с резцом 5. Установка резца на заданный размер производится поворотом винта-шестерни 4 по нониусу, при этом ползун 6 с резцом переме»- 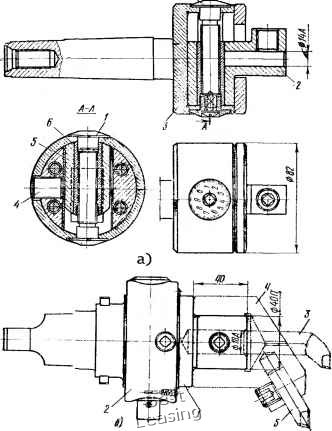 Рис. 40. Расточные патроны для растачивания отверстий: а - диаметром 30-80 мм. б - диаметром 40-200 мм щается в поперечном направлении. Самоторможение и закрепление ползуна 6 осуществляется из-за конической формы винта-шестерни и осевого усилия тарельчатых пружин 2, регулируемых гайкой 3. Винт-шпонка 7 предохраняет ползун 6 от поворота. Регулируемая борштанга (рис. 42, б) состоит из-корпуса 3, ползуна 5 с резцом 9, гайки-лимба 7, нажимной вилки 6, прикрепленной к корпусу 3 винтом 8. Установка резца на размер производит- ся вращением гайки-лимба 7, после чего ползун 5 стопорится штырями 4 через пружинные шайбы 2 при повороте винтов I. Борштанга обладает высокой жесткостью, обеспечивает быструю настройку резца на размер с точностью до 0,005 мм. Расточная регулируемая оправка (рис. 43) применяется для черновой и чистовой расточки отверстия. Она состоит из корпуса 10, двух шарнирных резцедержателей 1 и 5 с резцами 2 чистовой и 8 черновой и пальца 12 с эксцентриком 4. 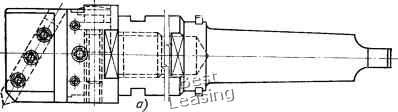 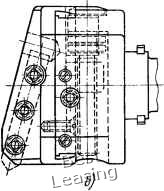 Рис. 41. Комплект расточных патронов для растачивания отверстий: а - диаметром 70-135 мм, б - диаметром 135-250 мм Регулировкой винта 9 настраивают на требуемый размер черновой резец 8. При этом винт 3 шарнирного разцедержателя 1 соприкасается с наиболее низкой точкой эксцентрика и чистовой резец 2 «утоплен» в пазу корпуса оправки 10. По окончании черновой расточки поворачивают рукоятку 11 в такое положение, когда винт 3 будет находиться на высшей точке эксцентрика. В этом положении винтом 3 настраивают чистовой резец на заданный размер и записывают показания лимба на пальце 12. При переходе от черновой к чистовой расточке следующих деталей партии достаточно повернуть рукояткой 11 палец 12 в такое положение, когда с винтом 3 снова будет соприкасаться высшая точка эксцентрика. Таким образом, при обработке отверстий в деталях данной партии черновой резец всегда будет находиться в одном положе- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 [ 20 ] 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |