

|
|

|
Промышленный лизинг
Методички
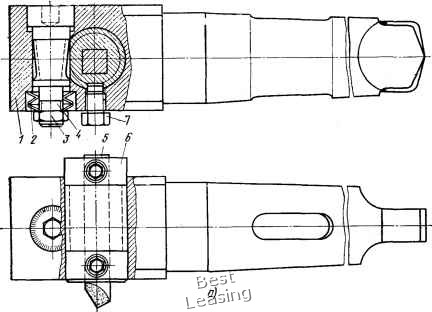 12 3567 в Ш / / 11 I I 1 \ [Ж 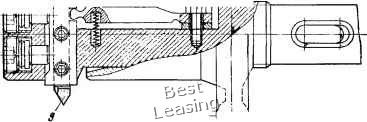 Рис. 42. Регулируемая борштанга для растачивания отверстий: а - чернового, б - чистового НИИ, а чистовой, при повороте пальца 12 с эксцентриком, будет выдвигаться на высшую точку при чистовых проходах и скрываться в пазу головки при черновых проходах. Винты 7 с пружинными шайбами 6 обеспечивают постоянный контакт винтов 5 и Р с корпусом оправки 10. Расточные микрометрические головки для крепления непосредственно в борштанге (рис. 44, с) или в разъемном блоке, закрепленном на борштанге (рис. 44, б), предназначены для чистовой расточки отверстий диаметром до 480 мм. 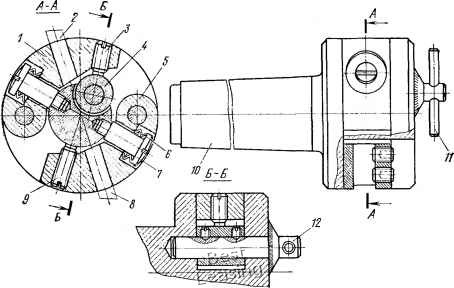 Рис. 43. Расточная регулируемая оправка для черновой отверстий и чистовой расточки Расточная микрометрическая головка (см. рис. 44, а) состоит из корпуса /, микрометрического винта 2 для точной регулировки вылета резца, благодаря разности шагов наружных резьб, равной 0,5 мм, винта 4 для крепления резца 8 в корпусе головки и винтов 5 для крепления корпуса головки в борштанге. Расточная микрометрическая головка (см. рис. 44, б) имеет несколько иную конструкцию и состоит из стакана /, корпуса 2, микрометрической гайки-винта 3 с разностью шагов внутренней и наружной резьб, равной 0,5 мм, винта 4 для грубой регулировки вылета резца 6, резьбовой пробки 5, винта 7 для крепления резца в корпусе головки, винта 8 и сухарей 9 к 10 для крепления корпуса головки в стакане / и блоке 12, а также индикаторного устройства для отсчета точного перемещения резца. После грубой регулировки вылета резца и предварительной проточки отверстия последнее измеряется с точностью до 0,01 мм и по результатам измерения с такой же степенью точности производится установка резца на окончательный размер диаметра отверстия с помощью микрометрического винта 2 (см. рис. 44, а) или микрометрической гайки-винта 3 (см. рис. 44, б). Обработка широких торцовых поверхностей, расточка канавок и выточек в отверстиях выполняется при радиальной подаче инст- 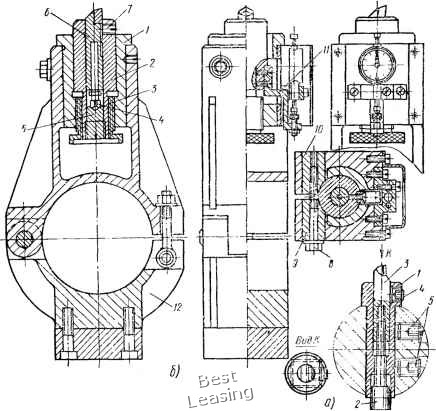 Рис. 44. Микрометрические головки румента с применением планшайб с радиальной подачей, оправок и державок, закрепляемых на кулисе планшайбы с радиальной подачей, расточных головок, суппортов и патронов, устанавливаемых р конусе шпинделя станка или на борштангах, а также борштанг специальной конструкции. Планшайба с радиальной подачей является составной частью современных моделей расточных станков. На старых моделях расточных станков с планшайбой, не допускающей радиальную пода- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 [ 21 ] 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |