

|
|

|
Промышленный лизинг
Методички
чу, применяются накладные планшайбы с автоматической радиальной подачей кулисы. В накладной планшайбе (рис. 45, а) осевая подача шпинделя 1 через рейку 2 и двухвенцовый блок 3 передается на рейку 4, за- 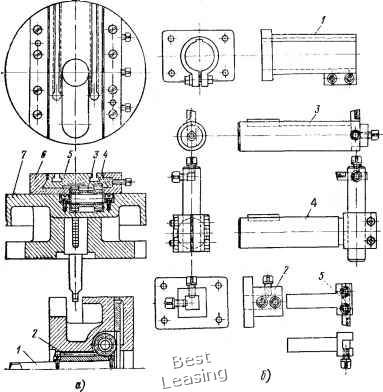 Рис. 45. Приспособления для радиальной подачи резца: а - накладная планшайба с радиальной подачей, б - оправки для кулисы планшайбы Крепленную на кулисе 5, которая перемещается в направляющих 6, скрепленных с корпусом планшайбы 7. На лицевой стороне кулисы закрепляются державки 1 или 2 (рис. 45, б), несущие оправки с резцом 3, 4, 5. Расточный патрон (рис. 46) применяется для растачивания отверстий с точной установкой резца на размер по шкале И с ценой деления 0,01 мм, а также для подрезки торцов и растачивания выточек. Вращение винта / производится ключом с наружным шестигранником или автоматически при повороте звездочки 2 от упорного пальца 5, закрепленного в специальной стойке. При растачивании отверстия резец крепится в державке 8 винтом 9. Ползун 10 при вращении винта / перемещается по направляющим корпуса 14, имеющим форму ласточкина хвоста. Отсутствие люфта при соединении ползуна с корпусом обеспечивается за счет перемещения клина 12 винтом 13. Стойка с упорным пальцем 5 устанавливается на столе расточного станка в таком положении, чтобы радиусный конец пальца 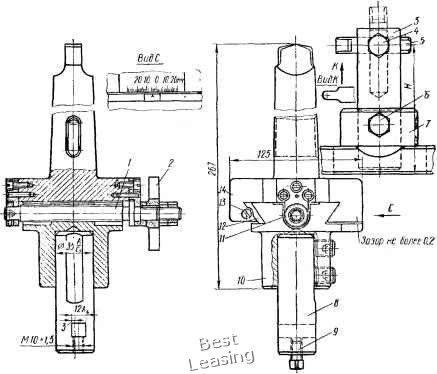 Рис. 46. Расточной патрон со звездочкой задевал зуб звездочки патрона при его вращении, в результате чего расточному резцу сообщается автоматическая радиальная подача. Упорный палец 5 может быть закреплен винтом 4 в сменной державке 3 в горизонтальном или вертикальном положении. Комплект из пяти сменных державок 3 обеспечивает высоту Н установки пальца в пределах от 70 до 250 мм при закреплении державок 3 в корпусе 7 винтом 6. Расточный патрон (рис. 47) предназначен для радиальной подачи с точной установкой резца на требуемый размер. При вращении винта 3 ключом 10 ползун 5 с расточным резцом перемеща- ется в радиальном направлении. Это перемещение отсчитывагтся с точностью до ОД мм по шкале на кольце 4 и нониусу. Нулевые риски шкалы и нониуса наносятся при закрепленном винте 8 и совпадении осей конуса патрона и отверстия диаметром 35А под державку резца. Для сообщения резцу радиальной подачи при подрезке торцов необходимо вручную остановить вращение маховика 2, сидящего на наружном диаметре корпуса 1 на скользящей посадке. При вращении корпуса 1 и ползуна 5 головка винта 3, имеющая форму звездочки, будет задевать за неподвижный упор 9 и поворачивать 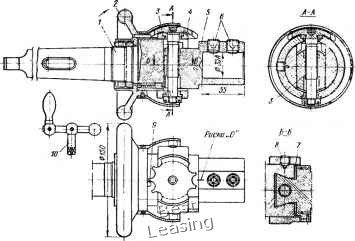 Рис. 47. Расточной патрон с маховиком и звездочкой винт 3, смещая ползун 5 и расточный резец в радиальном направлении. За каждый оборот корпуса 1 винт 3 будет поворачиваться на один зуб звездочки, что соответствует радиальной подаче резца на 0,1 мм. Повышение точности перемещения ползуна по направляющим корпуса, имеющим форму ласточкина хвоста, достигается шлифованием компенсатора 7 по месту. Расточный резец закрепляется в державке винтом, как показано на рис. 46, державка в свою очередь закрепляется в ползуне 5 винтами 6. Державки резца являются сменными и имеют длину 150, 200 и 250 мм. Механическая подача резца может быть обеспечена использованием данного патрона и стойки с упорным пальцем (см. рис. 46). Расточка и подрезка торцов отверстий диаметром 600-1000 мм осуществляются с помощью расточного суппорта (рис. 48). Подрезка торцов детали производится при радиальной подаче резцедержавки 19 по направляющим верхней части 1 суппорта, 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 [ 22 ] 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |