

|
|

|
Промышленный лизинг
Методички
шарнирно соединенной с нижней частью 2 суппорта и борштангой посредством шпонки 14 и винтом 13. Для радиальной подачи резцедержавки 19 необходимо вручную остановить маховичок 8, не прекращая вращения борштанги. 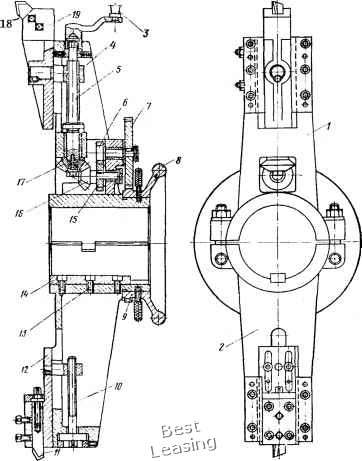 Рис. 48. Расточной суппорт с маховиком и зубчатыми колесами В результате зубчатое колесо 9 также остановится, а зубчатое колесо 7 начнет обкатываться вокруг колеса 9 и приведет во вращение цилиндрические колеса 6 и 15, конические колеса 16 17 v, винт 5. Этот винт через гайку 4 обеспечит подачу резцедержавки 19 с резцом 18, который и подрежет торец обрабатываемой детали. Ручное установочное перемещение резцедержавки 19 осуществляется с помощью рукоятки 3. При автоматическом перемещении рукоятка снимается с винта. Расточка отверстия корпусной детали производится резцом И, закрепленным в державке 12 нижней части 2 суппорта. Рабочая подача сообщается столу с изделием или шпинделю с борштангой. Предварительная установка резца на требуемый диаметр расточки производится смещением державки 12 по направляющим нижней части 2 суппорта, а точная регулировка- резца - вращением винта 10. Летучий суппорт, закрепленный на борштанге, применяется при обработке торцовых поверхностей и расточке канавок в отверстиях диаметром более 800 мм. Обработка торцовых поверхностей производится резцом, закрепленным в горизонтальном пазу резцедержавки. Канавки растачивают резцом, установленным в вертикальном пазу резцедержавки. Конструкция летучего суппорта аналогичная конструкциям приведенных выше резцовых головок. § 23. ПРИНАДЛЕЖНОСТИ, ПОСТАВЛЯЕМЫЕ С ГОРИЗОНТАЛЬНО-РАСТОЧНЫМ СТАНКОМ С расточным станком завод-изготовитель поставляет заказчику комплект вспомогательного инструмента и принадлежностей. К числу вспомогательных инструментов, необходимых при наладке станка, относятся: ключи гаечные односторонние и двусторонние под головку болта размером 17, 22, 27, 36 мм, торцовый ключ для установочных гаек размером 155-165 мм с фрезерованными шлицами, торцовый ключ для установочных гаек размером 175- 195 мм, со сверлеными отверстиями, ключ шестигранный размером 12 мм, специальный ключ для шпинделя планшайбы и специальная накидная рукоятка. К числу принадлежностей, поставляемых со станком, относятся: задняя стойка люнета, патрон, и принадлежности для нарезки резьбы, резцедержатели на планшайбу для обточки фланцев и расточки отверстий, фланец для фрезерной головки и сменные втулки для люнета. Для выполнения координатной расточки к расточному станку, кроме того, прилагаются индикаторные и нониусные устройства с лупой для шпиндельной бабки, стойки люнета и стола. Для проведения различных расточных работ станок обеспечивают расточными оправками для квадратных и круглых резцов, конусными переходными втулками, а также клиньями для затяжки и выколотки инструмента. Размеры сменных втулок для люнета и расточных оправок для резцов приведены в табл. 5 и 6. Конусные переходные втулки поставляются с внутренним конусом Морзе № 1-4 и наружным конусом Морзе № 2-5. Клинья для выколотки и затяжки инструмента применяют для конусов Морзе №1,2, 3, 4, 5, 6 и шпинделя диаметром 85 мм и поставляются со станком полным набором. Кронштейн (рис. 49) применяется для повышения жесткости шпинделя расточного станка при фрезеровании плоскостей с боль- 5. Размеры сменных втулок для люнета
6. Размеры расточных оправок для резцов прямоугольного сечения
ШИМ вылетом шпинделя. Кронштейн закрепляется на планшайбе станка болтами / и гайками 2. Внутренний диаметр опорной бронзовой втулки 3 растачивают по шпинделю с посадкой движения 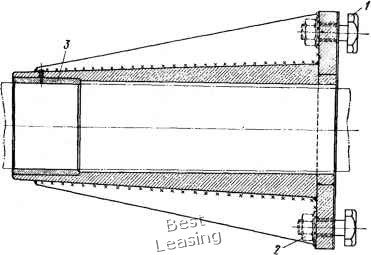 Рис. 49. Кронштейн для фрезерования 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 [ 23 ] 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||