

|
|

|
Промышленный лизинг
Методички
после запрессовки втулки в расточку кронштейна. Опорная плоскость подвергается шабрению. Неперпендикулярность оси втулки 3 к опорной плоскости допускается не более 0,02 мм на длине кронштейна. § 24. ПРИСПОСОБЛЕНИЯ ДЛЯ РАСТОЧКИ ОТВЕРСТИИ Приспособления для расточки отверстий корпусных деталей на расточных станках исключают необходимость разметки отверстий и обеспечивают точность координат в пределах 0,02-0,05 мм. На чугунной или стальной плите приспособления закрепляют стальные каленые и шлифованные планки, являюшиеся опорой для детали. Обрабатываемая деталь прижимается болтами к вертикальной плоскости планок и базовым штырям, благодаря чему точно ориентируется относительно стоек с направляюшими втулками для инструмента. После установки в приспособление деталь крепится прихватами. Отверстия под направляющие втулки и базовые штифты в стойках растачивают на координатно-расточном станке с точностью ±0,01 мм с базой от плоскости основания стоек или от опорных планок и шпоночного паза плиты. В приспособлениях для расточки отверстий для установки и съема обрабатываемой детали применяются откидные втулки. Для уменьшения сил трения сопряженных поверхностей борштанги и направляющих втулок их смазывают или устанавливают направляющие втулки на подшипниках качения. Универсально-сборные приспособления (УСП). Применяют на заводах мелкосерийного производства для механической обработки деталей с наибольшим габаритным размером до 1,5 м. Специальные приспособления собирают из нормализованных деталей и узлов. После использования приспособления разбирают, а составляющие их детали и узлы применяют для других приспособлений. Внедрение системы универсально-сборных приспособлений обеспечивает значительную экономию материальных средств и сокращает цикл технологической подготовки производства. В комплект деталей УСП может входить 2-20 тыс. деталей в зависимости от масштаба производства и требуемого количества сборных приспособлений, одновременно находящихся на рабочих местах. Детали УСП состоят из базовых, корпусных, установочных, направляющих, прижимных, крепежных и прочих групц. Базовыми деталями являются плиты квадратной, прямоугольной и круглой формы, а также угольники и кольца. Они имеют Т-образные и шпоночные пазы для установки и крепления прочих элементов. Корпусные детали в форме подкладок, опор, угольников, призм и планок служат для образования корпусов различных приспособлений, а также используются в качестве баз, опор и направляющих элементов. К группе установочных деталей относятся шпонки, штыри и переходные втулки. 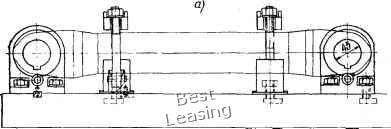 -r-il -r/TXI>- Рис. 50. Универсально-сборные приспособления: a - для растачивания корпуса подшипника, б - для растачивания отверстий в вилке Для направления деталей и режущего инструмента применяют втулки, валики и колонки. К группе и р и ж имных деталей относятся прихваты (плоские, изогнутые, вильчатые, шарнирные и др.). Группа крепежных деталей состоит из шпилек, болтов, винтов, гаек и шайб: Номенклатура деталей определяется спецификой данного производства и систематически пополняется. К этой же группе относятся детали самой разнообразной формы, конструкции и назначения, например: опорные штыри, установочные втулки, центры, полуцентры, эксцентрики и т. п. В комплект деталей УСП входят также нормализованные неразборные узлы: поворотные головки, кронштейны, центры, под- 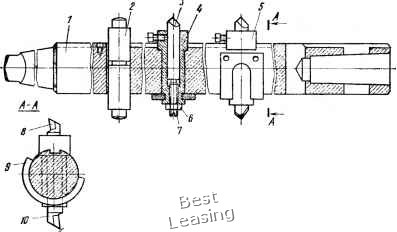 Рис. 51. Борштанга с резцовыми блоками вижные опоры, призмы, делительные диски, фиксаторы, тисочные зажимы, хомутики, люнеты, домкраты и др. Детали УСП изготовляют по 1-2-му классу точности с шероховатостью поверхности 7-9-го класса. Универсально-сборочные приспособления показаны на рис. 50. Комплект универсально-сборных приспособлений для расточных работ (УСПР) состоит из рабочих, направляющих, установочных, вспомогательных и контрольных элементов. Типоразмеры входящих в комплект элементов определяются в зависимости от номенклатуры корпусных деталей, обрабатываемых на заводе. К рабочим элементам относятся борштанги диаметром 40- 100 мм и длиной 1100-2500 мм с резцовыми блоками и расточные муфты. Борштанги с резцовыми блоками (рис. 51) имеют корпус / с отверстиями, в которые установлены двухрезцовые 5 и однорезцо- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 [ 24 ] 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |