

|
|

|
Промышленный лизинг
Методички
вые 4 блоки или плавающие развертки 2. Резцовые блоки предварительно настраивают на заданный размер и быстро заменяют при обработке. Блоки в борштанге закрепляю-у эксцентриковым клиновым зажимом при повороте его специальным ключом из нейтрального положения в любую сторону. При этом клиновая часть эксцентрикового кольца 9 входит в пазы блока и прижимает его торец ко дну поперечного паза корпуса борштанги, благодаря чему предотвращается поворот блока при обработке. Двухрезцовые блоки с резцами 8 и 10 стандартного квадратного сечения применяются для предварительного растачивания отверстий. Резцы устанавливаются по шаблону или затачиваются в собранном виде с блоком. Базой для установки сужит цилиндрическая поверхность и торец корпуса блока. 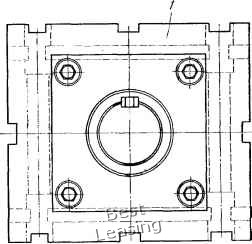 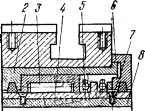 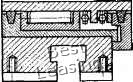 Рис. 52. Подшипниковая опора Однорезцовый блок применяется при получистовой и чистовой обработке. Резеи,5 устанавливается винтом 7 и контргайкой 6. Настройка на заданный размер при получистовой обработке может производиться вне борштанги, а настройка при чистовой обработке - по пробным проходам. Плавающая развертка имеет цилиндрическую форму со щпон-кой для правильного положения режущих лезвий развертки относительно оси борштанги. Регулировка развертки на заданный размер производится по пробным проходам при обработке первого отверстия данного размера. Расточные муфты применяют для обработки отверстий большого диаметра, которые резцовыми блоками обработать нельзя из-за большого вылета резца. Подшипниковые опоры (рис. 52) применяются для направления борштанг и состоят из корпуса /, обоймы 2, игольчатого подшип- ника 3. втулки 4, шариков 5 и крышки 6. Шпонка 8 прикреплена к втулке 4 винтами 7. Биение втулки не отражается на точности растачиваемого отверстия, так как втулка вращается вместе с борштангой. Благодаря Т-образным пазам можно выполнить комплектные сборки для растачивания многоосных корпусных деталей. Регулируемая опора (рис. 53) состоит из корпуса /, вертикальных клиньев 2, верхней плиты 3 и горизонтального клина 7. При врагщении винта 8 клин 2 смещается влево и поднимает плиту 3, 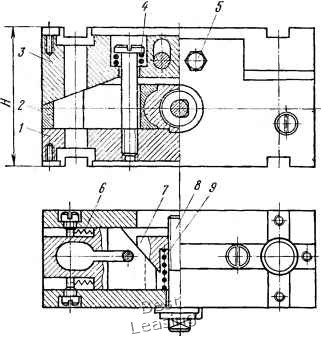 Рис. 53. Регулируемая опора изменяя размер Н до требуемой величины, после чего плита 3 закрепляется болтом 5. Предел регулирования 1,5-6 мм, точность 0,01-0,02 мм. Пружины 4, 6, 9 обеспечивают постоянный контакт поверхностей клиньев. Вспомогательные элементы - шарнирные муфты и переходные конусы используются для соединения борштанг со шпинделем станка. Контрольные элементы УСПР - центроискатели, измерители и другие - служат для проверки размеров растачиваемых отверстий без вывода борштанги. Корпусные детали выполняют из стали 12ХНЗА с цементацией на глубину 0,8-1,5 мм и закалкой до твердости HRC 58-62, борштанга и резцовые блоки - из стали 40Х с последующим азотированием на глубину 0,5-0,6 мм до твердости НВ 550-600. Точность выполнения элементов соответствует 2-му классу, отверстий в опорах- 1-му классу., Приспособление для растачивания трехосного корпуса редуктора, собранное из элементов УСПР, показано на рис. 54. Обрабатываемая деталь / устанавливается на базовой плите 4. Расточная борштанга 5 с резцовыми блоками направляется с двух сторон под- 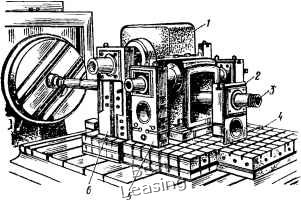 Рис. 54. Приспособление из элементов УСРП для растачивания корпуса редуктора 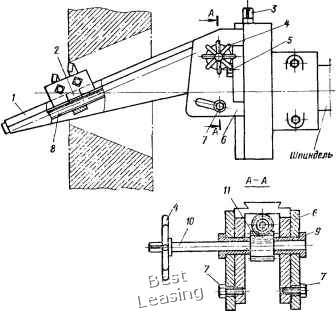 Рис. 55. Приспособление для растачивания конических отверстий 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 [ 25 ] 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |