

|
|

|
Промышленный лизинг
Методички
шипниковыми опорами, смонтированными на регулируемых опорах 2, 5 и 6. Приспособление для растачивания конических отверстий (рис. 55) имеет направляющую 1. которая поворачивается на угол конуса отверстия во втулках 9, после чего направляющая / закрепляется болтами 7. Диаметр расточки регулируется вращением винта 5 и перемещением салазок 6, которые в требуемом положении закрепляются болтами 5. Резцедержавка 2 периодически перемещается вдоль образующей конусного отверстия благодаря повороту звездочки 4 при встрече с упором, закрепленным на столе станка или на обрабатываемой детали; в результате поворачиваются валик 10, зубчатое колесо 11 и винт 8, сообщая подачу рез-цедержавке 2 с резцами. § 25. РЕГУЛИРУЕМЫЕ СТОЙКИ ДЛЯ ОПОРЫ БОРШТАНГ РАСТОЧНЫХ СТАНКОВ При расточке корпусных деталей на горизонтально-расточных станках применяются борштанги значительных размеров: наружный диаметр до 200 мм, длина до 3500 мм. Массы этих борштанг, оснащенных расточными головками с инструментом, достигают 500 кг. При расточке отверстий различных диаметров приходится пользоваться комплектом борштанг из 2-4 шт. На установку и смену борштанг указанных габаритов и массы требуется значительное вспомогательное время, кроме того, необходимость пользоваться при этом подъемными средствами вызывает значительную потерю рабочего времени на ожидание крана и установку борштанг. Механизировать осевое перемещение борштанги вдоль оси растачиваемых отверстий при ее установке и съеме вообще не удается, и расточнику приходится затрачивать значительные физические усилия при обработке, что утомляет его и снижает производительность. При обработке деталей с длиной расточки до 1000 мм применяется опорная стойка для борштанг (рис. 56, а), что в 2-3 раза сокращает затраты вспомогательного времени. Одновременно в три раза уменьшается масса металла, идущего на изготовление борштанг, так как уменьшается их длина, и значительно облегчается труд расточника. С применением укороченных борштанг и опорной стойки улучшается п качество расточки из-за большей жесткости борштанг и уменьшения расстояния между их опорами. Стойка крепится прихватами к столу станка позади растачиваемой детали. Длина детали в «аправлении оси расточки определяет место расположения стойки на столе станка. Стойка имеет сварной корпус 7, плоскости А н Б которого шабрят под углом 90° с допуском 0,03 мм на длине 1000 мм. На плоскости А в направляющих 9 перемещдется ползун 3 с отверстием диаметром 150А под постоянную втулку 5 и сменные втулки 4, внутренний диаметр которых соответствует диаметрам борштанг. Винт /, ввернутый в крышку 2, служит для регулирования положения ползуна 3 по высоте в зависимости от расстояния К между осью растачиваемого отверстия и опорной плоскостью стола станка. Этот размер устанавливают с помощью набора мерных плиток на высоту, В, которая определяется по формуле В=К~{а+Ь), где а и b - постоянные размеры стойки, суммарная величина которых клеймится на корпусе стойки. 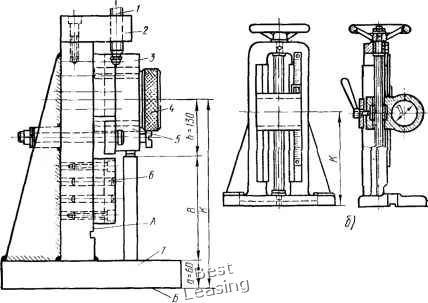 Рис. 56. Опоры борштанг: а - регулируемая стойка для опоры борштанг, б - люнет для расточных работ После установки размера К ползун 3 крепится к корпусу 7 двумя прижимами 5. Для обеспечения перпендикулярности плоскостей направляющих 9 к плоскости основания Б до 0,03 мм на длине 1000 мм и расположения базовых торцов этих направляющих в одной плоскости отверстия под штифты б в корпусе стойки и направляющих 9 обрабатывают раздельно на координатно-расточном станке с базой» от основания стойки и плоскости направляющих. Наибольший установочный размер К назначается в зависимости от габаритов обрабатываемых деталей и наибольших координат расточки. Для описанной конструкции стойки максимальная величина К равна 1000 мм. Люнет (рис. 56, б) закрепляется на столе расточного станка и применяется для опоры борштанг диаметром 70 и 80 мм. По диапазону возможных высот К люнеты имеют также два исполнения, которые позволяют регулировать высоту К в пределах, соответственно 100-350 и 300-550 м. § 26. ИНДИКАТОРНАЯ ДЕРЖАВКА ДЛЯ ВЫВЕРКИ ВЗАИМНОГО РАСПОЛОЖЕНИЯ ИНСТРУМЕНТА, ДЕТАЛЕЙ И КОНТРОЛЯ ОБРАБОТКИ Индикаторная державка (рис. 57) конусом / вставляется в конус шпинделя. Изогнутый рычаг 7 сферическим наконечником касается базовой поверхности детали или окружности отверстия накладного шаблона. 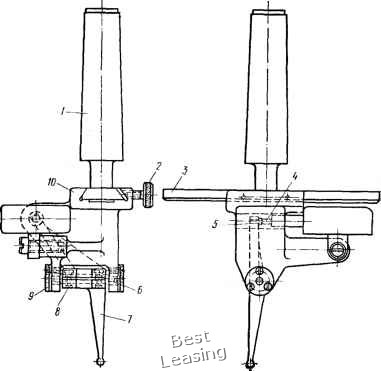 Рис. 57. Индикаторная державка для выверки инструмента, деталей и контроля обработки 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 [ 26 ] 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
|||||||||||