

|
|

|
Промышленный лизинг
Методички
в зависимости от диаметра растачиваемого отверстия расстояние между сферическим наконечником рычага 7 и осью конуса / изменяется за счет перемещения корпуса 10 по угловой планке 3 до касания к базовой поверхности с нужным натягом, после чего винт 2 закрепляется. При повороте шпинделя станка или движении его вдоль базовой поверхности детали сферический наконечник перемещается по окружности отверстия накладного шаблона или по базовой поверхности детали. При этом индикатор 4, закрепленный на корпусе 10, показывает несоосность шпинделя с осью отверстия накладного шаблона, неперпендикулярность базовой поверхности детали к плоскости стола или непараллельность базовой поверхности детали оси шпинделя. Для повышения точности замера зазор между осью 6 и отверстием в рычаге 7 устраняется при закреплении винтов 8. Отверстия под опоры 9 в корпусе 10 растачивают на координатно-расточном станке, а цилиндрические и плоские поверхности оси 6, опор 9, штыря 5 и пленки 3 подвергают доводке или притирке. Плоскости ласточкина хвоста корпуса 10 и клина шабрят. § 27. УНИВЕРСАЛЬНЫЕ ПРИСПОСОБЛЕНИЯ ДЛЯ УСТАНОВКИ РЕЗЦОВ В БОРШТАНГАХ При обработке отверстий на расточных станках с помощью резцов, установленных в борштангах, для получения необходимого диаметра расточки приходится много раз устанавливать резец и делать несколько пробных расточек с замерами отверстия индикатором, штихмассом или калибром. Резец при этом смещают легким ударом (вручную) и закрепляют в новом положении. В условиях переменной номенклатуры обрабатываемых изделий на каждом из расточных станков цеха приходится много раз в течение смены устанавливать резцы на новый размер, что сопряжено со значительной потерей рабочего времени. Кроме того, такой метод установки резцов не обеспечивает хорошего качества расточки и требует высокой квалификации расточников. Изображенное на рис. 58 универсальное приспособление устраняет перечисленные недостатки. Приспособление устанавливается на борштангу, прошлифованную по наружному диаметру с определенной посадкой, призмой / 41 закрепляется гайками 2 и откидной планкой 4 в положении, при котором регулировочный винт 3 упирается в торец резца, находящегося в окне борштанги. При нецентричном расположении окна под резец устанавливают винт 3 в новое резьбовое отверстие планки 4. В отверстие, выполненное на координатно-расточном станке, перпендикулярно оси призмы 1 и строго по ее центру впрессовывается стойка 7. По этой стойке с посадкой Сх вертикально перемещается втулка 14, скрепленная -наглухо с поперечиной 8. Втулка и поперечина могут быть точно отрегулированы по высоте винтом пода- чи 12, гайки 13 и рамки И, а затем закреплены винтом 9. Упоры /5 являются контактными поверхностями соприкосновения с вершиной резца Р и мерительными плитками П. Прижим 6 с пружиной 5 поддерживает правильное и неизменное положение мерительных плиток в процессе установки резца на размер. Приспособление допускает установку резца с помощью мерительных плиток или микрометрического барабана 10, взятого от 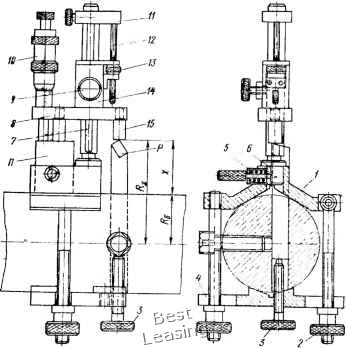 Рис. 58. Универсальное приспособление для установки резцов в борштангах обычного микрометра. В первом случае установка осуществляется следующим образом. Для получения диаметра расточки D между одним из упоров 15 и борштангой устанавливается набор мерительных плиток размером где х=-у ; - радиус борштанги. Резец подается винтом 3 до соприкосновения с упором 15, после чего закрепляется стопорным винтом борштанги. Во избежание смещения резца в процессе закрепления положение его контролируется повторным опусканием поперечины 8 до соприкосновения с вершиной резца и проверкой отсутствия зазора между мерительными плитками и торцом второго упора 15. В случае установки резца по микрометрическому барабану последний крепится в отверстии поперечины 8 в вертикальном положении по отношению к оси призмы. При этом отсчет размера х установки резца производится непосредственно по шкале барабана и его нониусу, а нулевое положение микрометрического барабана устанавливается по мерительной плитке определенного размера или 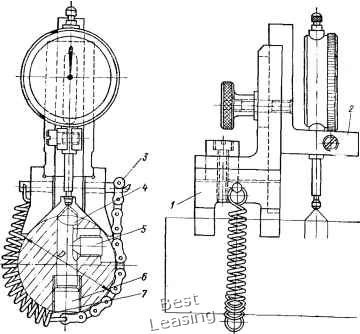 Рис. 59. Стойка с индикаторными часами для установки резцов в борштангах и оправках ОТ ТОЧКИ касания к образующей борштанги в зависимости от абсолютного размера растачиваемого отверстия. Размер расточки лимитируется габаритами стойки 7 и призмы. Приспособление допускает замер установки резцов от борштанги диаметром до 100 мм, а при необходимости может быть выполнено и на большие диаметры борштанг. С внедрением приспособления уменьшается вспомогательное время при растачивании отверстий резцом, устраняется опасность появления брака вследствие превышения размера отверстия, и расточка калиброванных отверстий может быть поручена расточнику низкой квалификации. Комплект из четырех стоек разного размера с индикаторными часами (рис. 59) также применяется для точной установки резцов 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 [ 27 ] 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |