

|
|

|
Промышленный лизинг
Методички
неподвижный регулируемый упор 11. Ручка 9 является одновременно и термоизолятором. Регулируемый упор И подбирается и закрепляется в зависимости от диаметра измеряемого отверстия. Индикаторный нутромер устанавливается в нулевое положение по эталонному установочному кольцу, диаметр которого соответствует номинальному диаметру отверстия, или по микрометру, предварительно настроенному на требуемый диаметр с помощью набора концевых мер. 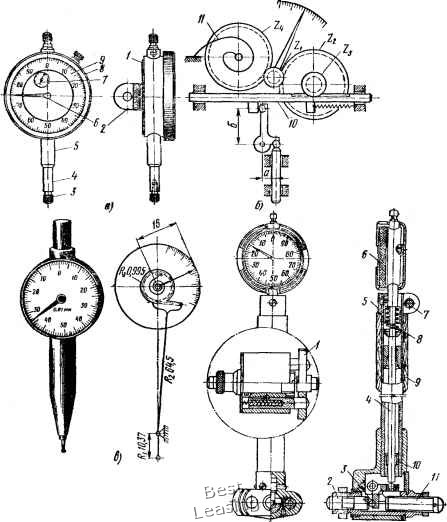 Рис. 62. Индикаторы: л1, 6 - часового типа, в-рычажный, г - внутреннего измерения § 30. ПРОВЕРОЧНЫЕ ИНСТРУМЕНТЫ Уровень служит для определения отклонений обрабатываемых поверхностей от горизонтального или вертикального положения. Рамный уровень (рис. 63) состоит из ампулы / и корпуса 2. Ампула - стеклянная трубка, внутренняя поверхность которой выполнена по определенному радиусу малой кривизны. Ампула заполнена этиловым спиртом так, чтобы внутри трубки остался не- 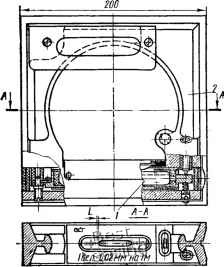 Рис, 63. Уровень 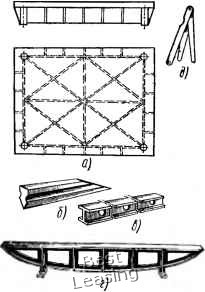 Рис. 64. Проверочные инструменты: а - плита плоская, б - лекальная линейка. в - двутавровая линейка, г - мостиковая линейка, д - щуп большой пузырек воздуха с парами спирта. Ценой деления уровня является угол, на который надо наклонить уровень, чтобы пузырек переместился на одно деление. Для рамных уровней цена деления может быть от 4" до 1. Расстояние между штрихами L=2 мм. Если L = 2 мм, 9=4", прогиб 7?= 103 м. Угол наклона плоскости ф=4" соответствует уклону 0,02 мм на длине 1 м. Если L=2 мм, <р=8", тогда R = b\,b м, а уклон составит 0,04 мм на длине 1 м. При установке уровня в горизонтальной или вертикальной плоскости отклонение пузырька от среднего положения не должно превышать 0,25 деления. Горизонтальное положение уровня в двух взаимно перпендикулярных направлениях контролируется за один установ уровня по показаниям продольной и поперечной ампул. Контрольные плиты (рис. 64, с) применяются для контроля плоскостности и прямолинейности поверхностей. Плиты разде- ляются на поверочные и разметочные. Плиты стандартных размеров выполняют от 100X200 до 1000X2000 мм с тремя или четырьмя опорами. Плиты отливают из высококачественного серого чугуна и разделяют на классы точности: О, 1, 2 и 3-й. Плоскостность и качество рабочих поверхностей шабреных поверочных плит О, 1 и 2-го класса и строганых разметочных плит 3-го класса определяются числом пятен, приходящихся на квадрат со стороной 25 мм. Для плит О и 1-го класса точности количество пятен должно быть не менее 25, для плит 2-го класса точности - не менее 20, для плит 3-го класса точности - не менее 12.. Для проверки на краску взаимно перпендикулярных плоскостей применяются угловые плиты в виде угольников с широкой полкой. Линейки (рис. 64, б, в, г) применяются для проверки прямолинейности плоскостей по методу просвета или по количеству пятен на краску. Типы линеек следующие: лекальные, прямоугольные, двутавровые, мостиковые и угловые. Проверочные линейки изготовляют по четырем классам точности: О, 1,2, 3-му. Лекальные линейки (рис. 64,6) изготовляют только по О и 1-му классу точности с допустимым отклонением от прямолинейности от 0,003 до 0,007-мм. Линейки с широкой полкой (рис. 64, в, г) выпускают по 1-3-му классу точности с шероховатостью рабочих поверхностей 9-10 класса. Проверка линеек на краску осуществляется аилогично проверке плит, за исключением линеек 3-го класса, которые нормируются только по линейным отклонениям. Щупы (рис. 64, д) применяют для контроля зазоров между поверхностями в пределах от 0,03 до 1,0 мм. Они выпускаются наборами из 8-16 шт. Например, набор №3 содержит щупы толщиной 0,03; 0,04; 0,05; 0,06; 0,07; 0,08; 0,09; 0,15; 0,2; 0,25; 0,3; 0,35; 0,4; 0,45; 0,5 мм. § 31. ПРЕДЕЛЬНЫЕ КАЛИБРЫ И ШАБЛОНЫ Жесткие калибры- скобы (рис. 65, а, б, в) для контроля валов разделяются на регулируемые и нерегулируемые, односторонние и двусторонние, однопредельные и двухпредельные, цельные и сборные. Регулируемые скобы при износе проходной стороны могут быть восстановлены за счет повторной регулировки и доводки измерительных поверхностей. Двусторонняя скоба имеет измерительные поверхности с двух сторон, соответствующие предельным размерам вала (проходная и непроходная стороны). Рабочие поверхности непроходной стороны не подвергаются износу и поэтому делаются более короткими. Двухпредельная скоба обеспечивает контроль детали по верхнему и нижнему предельным размерам, но конструктивно она может быть выполнена как односторонняя или двусторонняя. В первом случае оба предельных размера выполняются последовательно на 4 Смирнов в. к. 97 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 [ 30 ] 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |