

|
|

|
Промышленный лизинг
Методички
Смещение осей соосных отверстий и непараллельность осей при наличии трех и более опор одного вала не должны превышать 0,02-0,03 MM-, для двух опор 0,03-0,05 мм в зависимости от диаметра и длины растачиваемого отверстия, типа подшипника и точности механизма. Ошибка в угле между осями отверстий под конические колеса с прямым зубом 3 и 4-го класса точности не должна превышать 0,02 мм на 100 мм длины оси. Ошибка в расстоянии между торцовыми поверхностями соосных отверстий и кольцевыми канавками для фиксации подшипников качения допускается в пределах от 0,2 до 2,0 мм. Непараллельность оси отверстий базовой поверхности и точность расстояния от оси отверстия до базовой поверхности забисят от характера механизмов, применяемых компенсаторов и способов передачи движения и могут меняться в довольно широких пределах. Более жесткий допуск задается на параллельность осей отверстий базовым поверхностям для обеспечения правильного монтажа узлов. Для конкретных случаев обработки точность расположения отверстий оговаривается в технических условиях чертежей обрабатываемых деталей. Чертеж детали, кроме размеров и допусков, содержит технические условия на обработку: параллельность, перпендикулярность поверхностей и осей отверстий, соосность, овальность, конусность и смещение осей отверстий. Примеры обозначения на чертежах требующейся точности изготовления приведены в табл. 7. § 34. ПРОВЕРКА ОТВЕРСТИЙ Проверка отверстий деталей после растачивания отверстий по 1-2-му классу точности осуществляется или непосредственно на столе станка при ослабленном креплении, или на контрольной плите, когда разность температур детали и измерительных инструментов не превышает 3° С. Измерение конусности и овальности отверстия выполняется на длине детали в трех сечениях, перпендикулярных оси отверстия, на расстоянии 15-20 мм от концов отверстия и в середине. В каждой из этих плоскостей делают по два замера во взаимно перпец-дикулярных направлениях для сплошных отверстий и по три замера- для разъемных отверстий (один в вертикальной плоскости и два под углом ±10° к плоскости разъема (см. рис. 67, к). Отверстия измеряют жесткими калибрами, индикаторными нутромерами или штихмасами с предельной погрешностью измерения до 20 мкм. Жесткими калибрами измеряют отверстия, диаметры кoтop>Ix соответствуют ГОСТ или расположены в труднодоступных для измерения местах (в последнем случае применяют калибры с удлиненными ручками). Индикаторными нутромерами или штихмасами проверяют отверстия большого диаметра, нестандартного или дробного размера, или выполненные по замерам сопрягаемой детали- При проверке диаметра отверстия предельным калибром проходной калибр должен входить в отверстие без усилий. При обработке отверстий борштангами отверстия измеряют без съема борштанг индикаторными устройствами в виде скобы, штангенциркуля, штихмаса или индикатора внутреннего измерения. 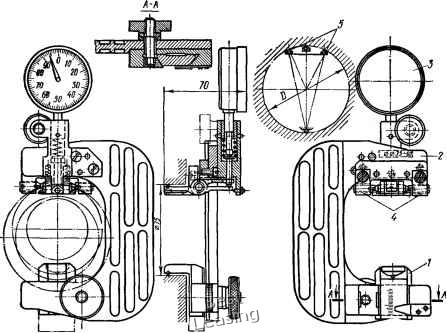 Рис. 68. Индикаторная скоба для проверки отверстий без съема борштанги Набор из пяти индикаторных скоб (одна из них показана на рис. 68) допускает измерение растачиваемых отверстий диаметром от 75 до 170 мм. Наименьшая разность диаметров отверстия и борштанги 20 мм. Каждая из пяти индикаторных скоб регулируется в пределах 15 мм: 75-90, 95-110, 115-130, 135-150, 155-170 мм. Пределы измерения маркируются на корпусе скобы 2. Грубая установка на размер диаметра отверстия производится перемещением измерительного наконечника / с отсчетом по его шкале. Точная установка на требуемый диаметр выполняется по индикатору 3 и эталонному кольцу. Стрелку индикатора при этом необходимо устанавливать с натягом, несколько большим, чем половина предполагаемого отклонения размера отверстия. Головки винтов 4 после регулировки и проверки скобы заливают воском. < i 3 6 7 8 9 W 11 12 13 ( iiliiiiliiiiliiiiliiiiMii / Vjy УИ I g/J .?j S e 7 в s: littiiiiiiiiiiiiiil llililllfllllilllllllllllllllllllllllllllliHil /1-А Рис. 69. Специальный штангенциркуль для измерения отверстий: о -диаметром 20-180 мм, б -диаметром 60-200 мм 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 [ 33 ] 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |