

|
|

|
Промышленный лизинг
Методички
этой цели могут быть применены также специальные индикаторные приборы. Микрометрический штихмас для измерения расстояния между осями отверстий (рис. 74) состоит из призмы 1, втулки 2, штихма-са 5. пружины 3, резьбовой пробки 4, гайки 6 и стопорного сухаря 7. Во втулку 2 ввертывается сменный универсальный микроштих-мас, благодаря чему можно измерять межцентровые расстояния в пределах от 150 до 500 мм. В обработанные отверстия перед измерением вставляют контрольные валики диаметром от 25 до 75 мм. 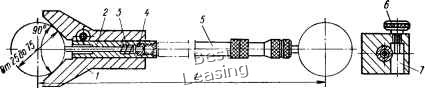 Рис. 74. Микрометрический штихмас для измерения расстояния между осями отверстий При измерении расстояний между осями с помощью контрольных валиков (рис. 75, а) размер L подсчитывается в результате измерения величин 1\ и /г по формулам: 1=1,- где £) vi d - диаметры оправок. Нескрещивание двух пересекающихся осей отверстий измеряется с помощью двух специальных оправок (рис. 75, б). Перекос осей отверстий при расположении линий центров в горизонтальной плоскости измеряется с помощью контрольных валиков, линейки и уровня (рис. 75, в) и рассчитывается по формуле hy - Ьл х=---~ мм, где X - перекос осей отверстий; hi, Лг - показания уровня для 1 и 2 положений; / - расстояние между контрольными линейками, мм. Перекос осей отверстий при расположении линии центров в вертикальной плоскости измеряется с помощью контрольных валиков, угольников и уровня (рис. 75, г). Перекос осей отверстий при наклонном расположении линии центров измеряется с помощью контрольных валиков, специального прибора и уровня (рис. 75, д). 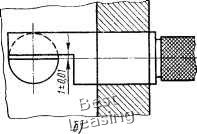  -c zr 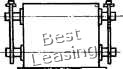 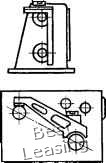 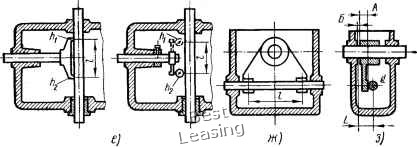 Рис. 75. Контроль расположения осей отверстий: б - расстояния между осями, б - нескрещивания осей, в - перекоса осей отверстий при расположении линии центров в горизонтальной плоскости, г - то же, в вертикальной плоскости, а - то же, в наклонной плоскости, е - угла между перекрещивающимися осями отверстий, ж - угла между неперекрещивающнмнся осями отверстий, з - расстояния от торца до вен нескрещнвающихся отверстий Точность измерения уровнем при расстоянии между осями отверстий до 1 м составляет 0,02 мм на длине 1 м и 0,04 мм на 1 м при расстоянии 1-3 м. Угол между перекрещивающимися осями отверстий проверяют с помощью двух оправок и щупа или индикатора (рис. 75, е). Погрешность углового расположения отверстий характеризуется величиной отношения: А] - Ао Х=--- ММ, 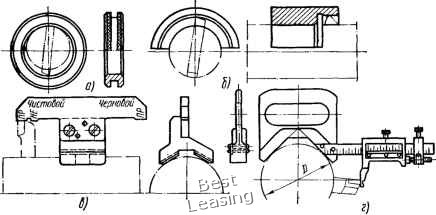 Рис. 76. Инструменты для точной установки резцов на размер: а -кольцо, е-полукольцо, в -шаблон с призмой, г -шкальный инструмент где X - отклонение от перпендикулярности на длине /; hi, Нг - величины зазоров, измеренные щупом, или наибольшие показания индикатора при касании к контрольному валику для положений 1 и 2; I-расстояние между двумя пластинами вилки или положениями индикатора, мм. Проверка неперпендикулярности неперекрещивающихся осей отверстий выполняется с помощью двух контрольных оправок и специальной вилки (рис. 75, ж). Погрешность углового расположения отверстий определяется по формуле, аналогичной предыдущей, но fti и Й2 в этом случае будут обозначать расстояния от контрольных оправок до контрольных платиков вилки. Расстояние от оси отверстия до базового торца измеряется с помощью контрольного валика, вилки и концевых мер (рис. 75, з) и рассчитывается по формуле где d -диаметр контрольного валика, мм; Л- постоянный размер вилки, мм; £ - высота набора концевых мер от базового торца до вилки, мм. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 [ 35 ] 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
||||||