

|
|

|
Промышленный лизинг
Методички
Инструменты для точной установки резцов на размер. Для точ« ной установки резцов в борштангах и оправках на требуемый размер диаметра расточки применяются специальные установочные инструменты: жесткие, шкальные и индикаторные. Жесткие калибры (рис. 76) имеют форму кольца (а), полукольца (б) или призмы (в). Шкальные инструменты (рис. 76, г) применяются для установки резцов при черновом или получистовом растачивании с точностью 0,05-0,1 мм. Индикаторные инструменты обеспечивают установку резцов по диаметру в борштангах и оправках с точностью до 0,01 мм. § 35. ИООРДИНАТНО-ИЗМЕРИТЕЛЬНОЕ УСТРОЙСТВО Отсчет координат на расточных и координатно-расточных станках является наиболее ответственной функцией станка. Наиболее широкое распространение получили следующие способы отсчета координат: концевыми мерами в сочетании с индикаторными устройствами; точными ходовыми винтами с лимбами и нониусами; точными шкалами в сочетании с оптическими приборами. При измерении по первому способу требуемый размер набирают из концевых мер. Этот набор помещают на станке между упором, укрепленным на подвижном узле, и стержнем индикатора, установленным неподвижно. Второй и третий способы наиболее характерны для координатно-расточных станков. Измерение по второму способу производится с помощью точно изготовленных винтов, которые одновременно являются средством осуществления подач органов станка. Отсчет производится по лимбу с нониусом. Увеличение точности перемещения достигается при помощи коррекционной линейки. При измерении по третьему способу отсчет перемещения производится по точной шкале, наблюдаемой через микроскоп. Шкала сделана в виде полированного стального валика с нанесенной на его поверхности тонкой винтовкой риской с шагом 2 мм. Предварительная установка с точностью до 1 мм производится по грубой масштабной линейке, находящейся снаружи. Для точной установки зеркальный валик устанавливают на заданный размер с помощью лимба и узел дополнительно перемещают до тех пор, пока риска зеркального валика, наблюдаемая через микроскоп, не установится между двумя контрольными штрихами на окуляре микроскопа. В этом случае вследствие отделения средств измерения от средств перемещения шкалы не подвержены механическому износу и длительно сохраняют точность. Следует, однако, отметить, что пользование оптической системой утомляет зрение рабочего. Координатно-измерительное устройство (рис. 77) устанавливается на горизонтально-расточный станок и служит для отсчета вертикального перемещения шпиндельной бабки и поперечного пере- 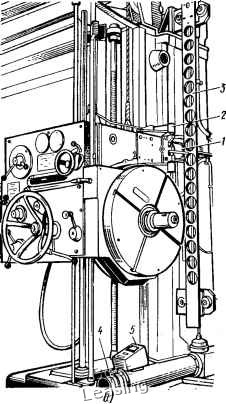 Рис. 77. Координатно-измери-тельное устройство: с - для отсчета вертикального перемещения шпиндельной бабки, б - для отсчета горизонтального попе> речного перемещения стола 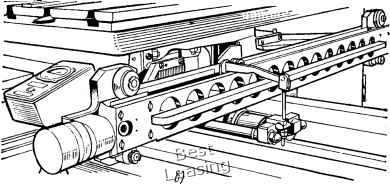 мещения суппорта стола на заданные величины. Отсчет производится по методу, предложенному Г. М. Бродским и С. С. Подлазовым, основанному на использовании индуктивного датчика. Этот метод обладает следующими основными преимуществами: высокая чувствительность отсчетного устройства и удобство выполнения отсчета; практическая неизнащиваемость измерительной системы, что обеспечивает сохранение точности на длительный срок; простота и дещевизна изготовления отсчетного устройства, так как больщинство элементов отсчетного устройства выполняется по второму классу точности. Краткая техническая характеристика Цена деления отсчетного механизма......... 0,01 мм Наибольший вертикальный ход шпиндельной бабки 1400 » Наибольший поперечный ход суппорта стола..... 1400 » Напряжение тока, питающего индуктивный датчик . 380 В Координатно-измерительное устройство предназначено для отсчета перемещения на заданную величину шпиндельной бабки и стола. Устройства для отсчета вертикального перемещения шпиндельной бабки (рис. 77, а) и горизонтального перемещения стола (рис. 77, б) состоят из следующих узлов: датчика 1, механизма установки датчика 2, рейки 3, устройства для отсчета 4 и электропульта 5. Измерительный ролик датчика имеет развернутую длину окружности, равную 400 мм. Ролик установлен на алюминиевом корпусе, смонтированном на неподвижной оси и прецизионных шариковых подшипниках. На этой же оси и втулке сидят два сердечника, на наружной поверхности которых нарезаны 200 зубьев модуля 0,3 мм. Сердечники снабжены катушками, обмотки которых соединены по мостовой схеме. Б корпусе датчика с плотной посадкой укреплены два сердечника с 200 внутренними зубьями того же модуля. Между внутренними и наружными зубьями сердечников оставлен воздушный зазор, который меняется в зависимости от углового относительного расположения внутреннего и наружного сердечников. Поворот ролика с корпусом, относительно оси вызывает изменение индуктивности системы, что влияет на величину тока в обмотках катушек. Определенное угловое положение внутренних и наружных сердечников, когда токи в катушках выравниваются, принимают за начало отсчета. Вертикальная рейка, по которой происходит обкатывание ролика датчика, устанавливается вдоль направляющих колонны. Рейка смонтирована в специальных направляющих качения, благодаря чему можно доворачивать датчик в исходное положение, когда стрелка микроамперметра на электропульте показывает нуль. Для компенсации неточности изготовления ролика датчика вертикальная рейка устанавливается под некоторым углом к направляющим колонны станка. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 [ 36 ] 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |