

|
|

|
Промышленный лизинг
Методички
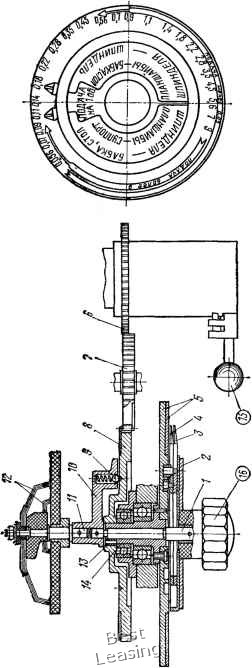 Благодаря синхронному вращению дисков 5 и 2 и ползунково-го переключателя 12 изменение частоты вращения в минуту главного электродвигателя сопровождается одновременным и пропорциональным изменением минутной подачи Sm данного подвижного органа, при этом по- дача=-мм/об оста-п ется без изменения. Величина подачи на один оборот устанавливается поворотом от руки электровариатора 16, а следовательно, и валика /, рычага 10 (при этом шарик 9 будет прощелкивать по отверстиям неподвижного зубчатого колеса 8), валика 11, ползун-кового переключателя 12 и указателей 3 и 4, которые будут вращаться по неподвижному диску 5 до требуемой величины подачи Smm/o6, выбранной по таблице диска 5. В качестве примера на рис. 91 указатель 3 установлен по таблице диска 5 на величину подачи бабки и стола за один оборот шпинделя и подачи суппорта планшайбы за один оборот планшайбы, равной 0,11 мм/об (устанавливается по левой стороне таблицы); указатель 4 - на величину осевой подачи ра- Рис. 91. Вариатор подач 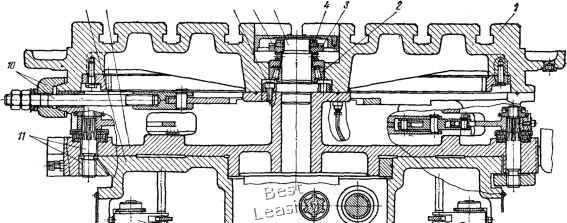 Рис. 92. Поворотный стол станка 2620 сточного шпинделя за один оборот шпинделя и подачи бабки и стола за один оборот планшайбы, равной 0,18 мм/об (устанавливается по правой стороне таблицы). Поворотный стол (рис. 92) состоит из собственно поворотного стола /, верхних саней 8 и нижних саней 9. Поворотный стол / имеет прямоугольную форму с семью Т-образными пазами на верхней плоскости, из которых средний калиброван для выверки при повороте на 90, 180, 270 и 360°. Нижняя плоскость стола имеет круглую форму с двумя коническими поверхностями для зажима стола после поворота тремя специальными зажимами 10. Поворотный стол вращается на цапфе 5, конических роликовых подшипниках 2 и упорньж подшипниках 6, регулируемых гайкой 3 и контргайкой 4. Привод вращения стола осуществляется от отдельного электродвигателя Л=2,8 кВт, п=1440 об/мин, установленного на нижних санях. Цапфа 5 крепится к верхним саням 8 винтами 7. Верхние сани перемещаются в поперечном направлении по нижним саням, а последние в продольном направлении - по направляющим станины. Зажим саней в рабочем положении осуществляется механизмами зажима и 12. Механизмы продольного и поперечного перемещения саней и их зажима расположены внутри полости нижних саней. Смазка направляющих и механизмов нижних саней производится вручную от двух плунжерных насосов маслом «Индустриальное 45». Перед началом работы на станке необходимо произвести до 10 качаний рукояткой насоса для наполнения смазочной системы маслом, а в процессе работы наблюдать за уровнем масла в маслоуказателях. Механизм точного электроостанова стола и шпиндельной бабки (рис. 93) монтируется на корпусе шпиндельной бабки и верхних санях стола и срабатывает при нажиме регулируемых упоров 2 на рычажок механизма 1. Упоры устанавливаются на двухпозиционных штангах 3 - вертикальной, прикрепленной к передней стойке, и горизонтальной, прикрепленной к нижним саням стола. При перемещении шпиндельной бабки в вертикальном направлении или стола в поперечном направлении рычажок /, соприкасаясь с упором 2, закрепленном на штанге 3, останавливается, сжимая пружину 7, и при этом срабатывает микропереключатель W, скорость перемещения шпиндельной бабки или верхних саней уменьшается до 30 мм/мин, с которой подвижной орган продолжает двигаться еще 5-6 мм, после чего сжимается более сильная пружина 5 и срабатывает микропереключатель 9, который выключает подачу. При сквозном перемещении снизу вверх рычажка / относительно упора 2 рычажок / упирается в конус 4 и, поворачиваясь на оси 6, отходит от упора 2. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 [ 47 ] 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |