

|
|

|
Промышленный лизинг
Методички
Радиальное биение расточного шпинделя и планшайбы по контрольному пояску и оправке, вставленной в коническое отверстие шпинделя, проверяется индикатором, установленным на плоскость стола (рис. 94, г). В последнем случае замеры производятся при положении индикатора у торца планшайбы и на длине 300 мм от него при вращении шпинделя, а также при одновременном вращении шпинделя и планшайбы. Контроль осевого биения расточного шпинделя и торцового биения планшайбы по контрольному пояску изображен на рис. 94, д. Перпендикулярность перемещений стола и передней стойки по салазкам и салазок по станине, а также перпендикулярность направления перемещения шпиндельной бабки к рабочей поверхности стола (рис. 94, е) контролируют с помощью угольника, установленного на столе или стендовой плите. Погрешность замеряется на длине хода 500 мм. Перпендикулярность оси вращения шпинделя к направлению перемещения шпиндельной бабки по вертикальным направляющим передней стойки и к поперечному перемещению стола проверяется индикатором, установленным в оправке шпинделя. При повороте шпинделя на 180° измерительный на конечник индикатора касается вертикальной стороны угольника, помещенного на столе, плите или линейке, расположенной Р"- проверки точности гори- зонтально-расточных станков В поперечном направлении (рис. 94, ж). Перпендикулярность перемещения шпиндельной бабки по направляющим передней стойки к поперечному перемещению стойки измеряется с помощью угольника и индикатора (рис. 94, з). Проверка работы на образцах устанавливает правильность геометрических форм расточенного отверстия, плоскостность торцовых поверхностей, перпендикулярность оси отверстия к торцу, параллельность осей отверстий и перпендикулярность обработанных концевой фрезой пазов. Конструкция и размеры образца стандартизованы. 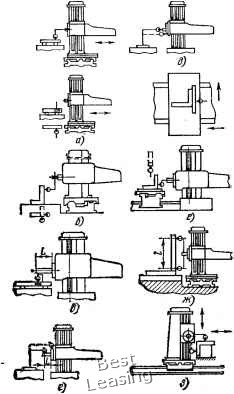 § 47. КООРДИНАТНО-РАСТОЧНЫЕ СТАНКИ Координатно-расточные станки предназначены для обработки отверстий с точными координатами. Станки этого типа имеют два исполнения: одностоечное (рис. 95, а) и двустоечное (рис. 95, б). Основными частями одностоечного координатно-расточного станка являются станина 1, стойка 2, расточная головка 3, стол с салазками 4. Двустоечный координатно-расточный станок модели 2470 имеет следующие основные части: станину /, стойки 2, расточные головки 3, траверсу 4, рабочий стол 5. 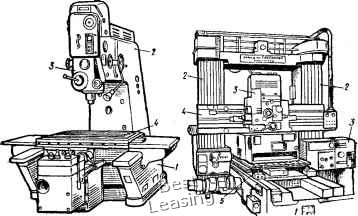 а) S) Рис. 95. Кординатно-расточные станки: а - одностоечный, б - двустоечный Обрабатываемую деталь закрепляют на плоскости стола, режущий инструмент - в шпинделе расточных головок. В зависимости ют высоты обрабатываемой детали траверсу и расточную головку устанавливают на определенную высоту и закрепляют. Установка шпинделя на заданные координаты осуществляется путем перемещения стола в двух взаимно перпендикулярных направлениях (при работе на одностоечном станке) или путем перемещения стола в продольном направлении по направляющим станины и расточной головки в поперечном направлении по траверсе (в случае работы на двустоечном станке портального типа). Станок модели 2470 допускает расточку отверстий с горизонтальной осью инструментом, закрепленным в боковой головке. Особенностями конструкции, монтажа и обслуживания координатно-расточных станков являются: наличие коррегирующих устройств, компенсирующих погрешность шага ходового винта; применение оптических устройств для отсчета координат; использование роликовых направляющих, воспринимающих массу салазок, стола, изделия и силу резания; высокие нормы точности и шерохо- ватость обработки деталей и сборки узлов; хорошая виброустойчивость и массивный фундамент; постоянная температура в помещении в пределах 20±1,5°С; высокая квалификация рабочих, обслуживающих станки; минимальные и регламентированные припуски на обработку отверстий. Гарантированная точность установки координатного размера составляет обычно 0,004 мм, угловых координат- I". Точность отсчета координат посредством современных оптических экранов достигает 0,001 мм. На современных координатно-расточных станках (например, моделей 2В440, 2А450 и 2460) применяются оптические и оптико-электрические отсчетно-измерительные системы с плоскими стеклянными штриховыми мерами. Стеклянные штриховые меры имеют температурный коэффициент линейного расширения, одинаковый с чугуном, они не требуют интенсивного источника света и допускают большие увеличения изображения оцифрованных штрихов. На матовом экране станка видны проекции штриха меры и растровой сетки, позволяющие непосредственно отсчитывать все десятичные знаки координатного размера. Станок модели 2А430 - одностоечный с «крестовым» столом размерами 270X470 мм, индуктивной измерительной системы с винтовыми проходными датчиками, устройством для предварительного набора координат и автоматической остановкой стола и салазок в заданном положении. На станке имеется коррекционный диск, кинематически связанный с перемещением стола, и рычажная передача, смещающая нониусную шкалу. Точность расстояния между осями расточенных отверстий 0,006 мм, точность диаметра расточенных отверстий 0,004 мм. Станок модели 2В440А - одностоечный с размерами стола 400x800 мм, с оптической измерительной системой с экранным отсчетом и плоскими стеклянными штриховыми мерами. Станок снабжен горизонтальным и универсальным поворотными столами, которые дают возможность обрабатывать отверстия в полярной системе координат с поворотом стола на определенный угол и перемещением на величину радиуса от центра стола, а также обрабатывать наклонные отверстия. К станку прилагается ряд наиболее употребительных принадлежностей: центроискатели, резцедержавки и т. п. По особому заказу станок снабжается устройствами для охлаждения инструмента, режущим инструментом и расточными борштангами. Станок модели 2445 - двустоечный с размерами стола 520 X Х750 мм. Отсчет координат производится при помощи электроиндуктивной системы и эталонного винта. На станке имеется коррек-ционная линейка, перемещающаяся со столом, и рычажная передача, посредством которой осуществляются небольшие повороты чувствительной головки индуктивного датчика. Отсчет перемещения производится по нониусу с ценой деления 0,01 мм. Имеются устройства для предварительного набора координат и автоматического останова стола и расточной головки с точностью ±0,02 мм. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 [ 50 ] 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |