

|
|

|
Промышленный лизинг
Методички
лей с одной или нескольких сторон при автоматическом управлении рабочим циклом, требуют меньше производственной площади, обеспечивают стабильную точность обработки (3-5-го классов), обслуживаются операторами невысокой квалификации, допускают многократное использование нормализованных узлов и деталей при смене изделия. Агрегатные расточные станки используются преимущественно при обработке деталей автомобилей, тракторов, сельскохозяйственных машин, электродвигателей и т. п., а также в серийном производстве для выполнения трудоемких расточных операций. Автоматизация цикла обработки на агрегатных станках достигается путем применения современной гидравлической и электрической аппаратуры. Благодаря этому они легко встраиваются в автоматические линии, где полностью автоматизируются процессы механической обработки, транспортирования, фиксации, зажима и измерения деталей. Наряду с расточными операциями на агрегатных станках выполняются сверлильные, резьбонарезные и фрезерные операции. Роль рабочего, обслуживающего агрегатный станок, заключается в установке и съеме деталей, наблюдении за работой станка, наладке его на режим обработки. Особенностью агрегатных станков является широкое применение нормализованных узлов, благодаря чему облегчается и удешевляется проектирование, изготовление, ремонт и обслуживание. Компоновка агрегатных станков бывает различной в зависимости от конструкции обрабатываемой детали и состава операций. Агрегатные;, станки могут иметь горизонтальное, вертикальное, наклонное, или смешанное, а также одно-, двух-, трех- или четырехстороннее исполнение. На рис. 98 изображен агрегатный двусторонний 20-шпиндельный горизонтально-расточный станок. Он состоит из следующих основных узлов: станин 9, средней части 6, силовых головок 8, шпиндельных коробок 5 и приспособления 4. Все узлы, за исключением приспособления, нормализованы. Обрабатываемые детали попарно закрепляют механическим ключом, на каждой из шести граней поворотного барабана 3 приспособления 4. Одна из граней барабана используется для устано-ва и съема деталей, на остальных гранях производится обработка деталей инструментом, закрепленным в шпинделях коробок 4. Инструмент направляется через кондукторные втулки приспособления. Станок настраивается на следующий автоматический цикл работы: поворот и фиксация барабана от штанги левой головки, быстрый ход силовых головок вперед, рабочая подача, останов и выдержка головок на мертвом упоре, быстрый обратный ход головок и расфиксация барабана, стоп. Для продолжения цикла рабочий должен нажать кнопку «поворот». Управление автоматической работой головок по заданному циклу осуществляется от путевых упоров 1, воздействующих на рычаг 6 Смирнов В. К. 151 ВидА Рис. 98. Агпегатный горизонтально-расточный станок 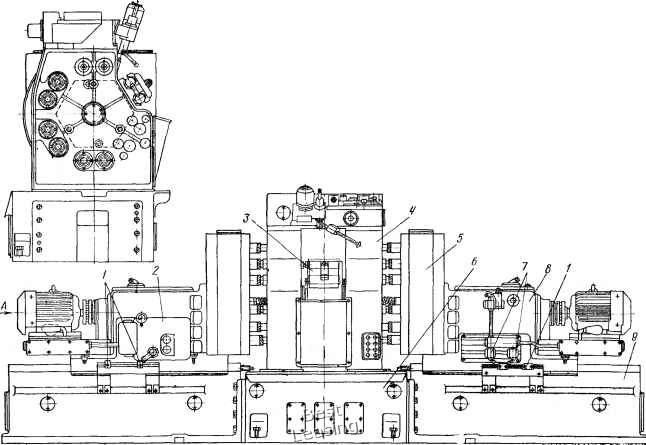 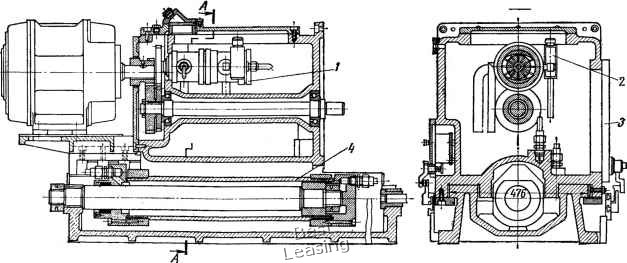 Рис. 99. Механизмы силовой головки агрегатного станка: / - гидронасос, 2 - предохранительный клапан, 3 - гидропанель, 4 - гидроцилиндр 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 [ 52 ] 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |