

|
|

|
Промышленный лизинг
Методички
ются устройства предварительного натяга в цепи привода подачи (рис. 112, б), состоящего из дополнительного винта 7 с шагом резьбы, равным шагу основного винта 6, но противоположного направления, перемещающего рабочий орган 5, гайки Я имеющей только поступательное перемещение, и пружины 8, свободно располагающейся между гайкой 9 и торцом рабочего органа. ВиНты 6 и 7 связаны зубчатыми колесами 1 и 2 через поводок 4 и поэтому гайка 9 перемещается соответственно перемещению рабочего органа. Прн выборе зазора вращение винта 6 реверсируется, рабочий орган получает перемещение в обратном направлении, и сжимает пружину 8, ибо гайка 9 прн этом неподвижна, так как поводок 4 разобщен с кулачком 3 и шестерня 2 не вращается. Таким образом создается натяг.  Рис. 113. Блок цифровой индикации Блоки цифровой индикации Ф5073 (рис. ИЗ) и Ф5096 перемещений рабочих органов станка предназначены для измерения и визуального отсчета в цифровой форме линейных перемещений подвижных узлов станков, предварительного набора заданных размеров и полуавтоматического .вывода станка в заданную точку. Блоки состоят из измерительного преобразователя и магнитного измерительного датчика; выполнены на микросхемах с применением унифицированных типовых конструкций; диапазон измерения блока Ф5096 - до 999,999 мм с дискретностью отсчета 0,001 мм; наибольшая скорость контролируемых перемещений 15 м/мии. Отсчет показаний блока производится по индикаторному табло, состоящего из символа контролируемой координаты, одной знаковой и шести цифровых газоразрядных индикаторных ламп. Питание блока осуществляется от сети переменного тока напряжением 220 В, частотой 50 Гц. Блок допускает непрерывную работу не менее 16 ч с последующим перерывом на 1 ч и обеспечивает: цифровую индикацию величины контролируемого перемещения в десятичной системе счисления (блок Ф5096 -в пределах шести разрядов, блок Ф5073 - восьми разрядов), индикацию знака координаты контролируемо- го перемещения по отношению к установленному началу отсчета, сброс на нуль показаний на индикаторном табло, индикацию удвоенного значения перемещения в режиме измерения диаметра, режим точного позиционирования с выдачей пяти команд на снижение скорости при подходе к заданному положению (с дискретностью регулирования 0,1; 0,01; 0,001 мм), режим грубого позиционирования с выдачей одной команды (с дискретностью регулирования 0,1 мм), сигнализацию совпадения заданной и текущей координат в пределах пятой ступени снижения скорости, введение коррекции текущей координаты, вывод результатов измерения на внешние устройства в двоично-десятичном коде, выдачу релейных команд (нагрузка не более 30 В; 0,2 А) для управления приводом металлорежущего станка и другие команды. Техническая характеристика современных моделей горизонтально-расточных и координатно-расточных станков с программным управлением. Горизонтально-расточные станки с программным управлением выпускаются в соответствии с установленной классификацией: нормальной точности (Н) и повышенной точности (П). В зависимости от степени автоматизации станка с ЧПУ выпускают с цифровой индикацией и предварительным набором координат (Ф1), позиционными и прямоугольными системами (Ф2), с контурными схемами (ФЗ), с универсальными системами для позиционной и контурной обработки (Ф4), с автоматической сменой инструмента и ручной сменой инструмента. Станок модели МА2612Ф2 имеет диаметр шпинделя 65мм, размер стола 630X800 мм, ход шпинделя 400 мм и предназначен для обработки с четырех сторон небольших и средних корпусных деталей массой до 800 кг посредством растачивания, сверления, зенкерования, развертывания, нарезания резьбы метчиками, подрезания торцов пластинчатыми резцами и фрезерования, по прямоугольному контуру. Программоноситель - пятидорожечная перфолента. Магазин, вмещающий.до 100 инструментов, позволяет выполнять обработку сложных изделий за одну установку. Станок может работать в автоматическом режиме с управлением от перфоленты и в режиме ручного управления как с предварительным набором координатных перемещений, так и без него. Программируются . перемещения по четырем координатным осям: поперечное - стола, вертикальное - шпиндельной бабки, продольное - шпинделя и стойки. Поворот стола осуществляется вручную во время запрограммированного цикла. Возможно внесение коррекции на длину инструмента и изменение режима резания во всем диапазоне. Точность установки координат в автоматическом режиме 0,02 мм, овальность и конусность (на длине 200 мм) диаметров после чистовой обработки 0,008 мм. Производительность станка выше обычных горизонтально-расточных станков в 2-3 раза. Станок снабжается набором инструмента, оправками с микрометрической подачей резца для отверстий диаметром 16-125 мм, универсальным резцедержателем с радиальной подачей, оправками для торцовых фрез, цанговым патроном с комплектом цанг, цент-роискателем индикаторным и резьбонарезным патроном. Станок модели 2611Ф2 (рис. 114) имеет диаметр шпинделя 80 мм, размер стола 800x900 мм, ход шпинделя 500 мм и предназначен для обработки по четырем координатам крупных деталей массой до 2000 кг. На станке можно производить те же операции, что и на станке модели МА2612Ф2 и, кроме того, подрезание торцов и прорезку канавок при ручном управлении с использованием универсальной расточной головки, а также круговое фрезерование поворотом стола с использованием угловой фрезерной головки. На- 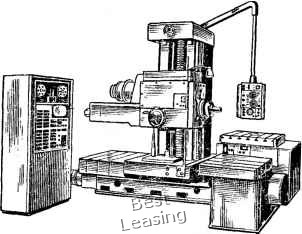 Рис. 114. Горизонтально-расточный станок с числовым программным управлением модели 2611Ф2 личие поворотного стола с установкой на углы, кратные 90° с точностью 3 угл. с, позволяет обрабатывать соосные отверстия консольными инструментами с поворотом стола. Точность обеспечивается шпиндельной системой, выполненной на прецизионных двухрядных роликовых подшипниках, закаленных комбинированных направляющих скольжения и качения с антифрикционными накладками и опорами качения на боковых гранях. В станке применены автоматическая смазка направляющих и механизмов, телескопическая защита направляющих, теристорные преобразователи для привода подач двигателей постоянного тока, шариковые винтовые пары с предварительным натягом, автоматические зажимы подвижных узлов и механизированный зажим инструментов в шпинделе. Станок обеспечивает овальность отверстий и конусность (на длине 300 мм) 0,012 мм, параллельность отверстий 0,02 мм на длине 300 мм, погрешность координатных перемещений 0,045 мм на длине 800 мм, шероховатость обработки 7-го класса. Станок оснащается расточной универсальной головкой, угловой фрезерной го- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 [ 59 ] 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |