

|
|

|
Промышленный лизинг
Методички
ловкой, инструментальной секцией для раскладки инструмента при обработке по программе, съемной планшайбой и инструментальным шкафом. Станки моделей 2А620Ф2 (рис. 115) и 2А622Ф2 имеют диаметр шпинделя 90 и ПО мм соответственно, размеры стола 1120x1250 мм, ход шпинделя 710 мм, шпиндельной бабки и стола 1000 мм и предназначены для консольной обработки крупных корпусных деталей массой до 4000 кг. Выполняемые операции те же, что и на станке 2611Ф2. Программоноситель - восьмидорожечная перфолента. 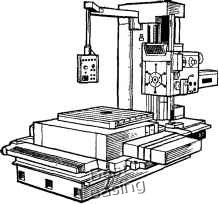 Рис. 115. Горизонтально-расточные станки с числовым программным управлением модели 2А620Ф2 и 2А622Ф2 Станки модели 2А620Ф2 с нормальным выдвижным шпинделем и радиальным суппортом на встроенной планшайбе отличаются большей универсальностью. Станки модели 2А622Ф2 с усиленным выдвижным шпинделем и неподвижной плитой на торцовой стенке шпиндельной бабки имеют повышенную жесткость и виброустойчивость шпиндельной системы и применяются для высокопроизводительной консольной обработки. С помощью съемной планшайбы можно обрабатывать торцовые поверхности и растачивать большие отверстия при ручном управлении. Точность установки координат 0,025 мм, поворота стола 3 угл. с. Станок модели 2А622Ф4 предназначен для работы с автоматической сменой инструмента и оснащен магазином цепного типа, вмещающим до 100 инструментов. На станке используется управляющее устройство, обеспечивающее перемещение по пяти координатам (в том числе по двум одновременно). Программируется так же скорость вращения шпинделя, перемещение подвижных узлов, автоматическая смена инструментов. Концентрация различных видов обработки на одном рабочем месте, высокая степень автоматизации, малое вспомогательное время и применение предварительно настроенных на размер инструментов с автоматической сменой позволяют повысить производительность станка в 3-4 раза по сравнению с универсальными станками обычного типа при одновременном човышении качества обрабатываемых изделий. Станок модели 265ПМФ2 имеет диаметр шпинделя 160мм, размер стола 1600x1800 мм и предназначен для растачивания, фрезерования, обтачивания торцов, сверления и нарезания резьбы по заданной программе, выполняемой позиционным прямоугольным устройством модели П527. Станок оборудован продольно-подвижной стойкой, поперечно-подвижным поворотным столом и съемной планшайбой с радиальным суппортом. Класс точности станка - П. Станок снабжен инструментальным магазином на 50 инструментов, обеспечивает перемещение по пяти координатам (в том числе по двум - одновременно), ход шпинделя 800 мм, стойки 1600 мм, планшайбы стола 70 мм. Станок модели 2А680Ф2 имеет диаметр шпинделя 320 мм, размеры стола 5000x8100 мм и предназначен для сверления, зеи-керования, растачивания, фрезерования и нарезания резьбы по заданной программе, выполняемой позиционно-прямоугольньш устройством П526. Станок имеет крестовое перемещение стоек 6000 х Х800 мм, перемещение планшайбы 600 мм, шпиндельной бабки 5000 мм, ход шпинделя 2500 мм. Станок модели 2Б660Ф2 имеет диаметр расточного шпинделя 220 мм, размеры стола 5000x8100 мм, частота вращения шпинделя в минуту 14-510, мощность электродвигателя 55 кВт, масса 141 т. Координатно-расточныйстанокспрограммным управлением модели 243ВФ2 предназначен для обработки отверстий в деталях массой до 150 кг к размерам, геометрической форме и взаимному расположению которых предъявляются требования высокой точности. Кроме этого, на нем можно производить получистовое и чистовое фрезерование, разметочные и измерительные операции. На станке программируется координатное перемещение стола, скорости этих перемещений и фиксация стола в заданной координате. Управление циклом перемещения гильзы осуществляется многопозиционным барабаном с регулируемыми упорами, закрепленными на шпиндельной головке. В целях сокращения вспомогательного времени и облегчения труда станочника на станке механизированы перемещения шпиндельной головки, зажим и отжим инструмента в шпинделе и автоматизированы зажимы всех подвижных органов по окончании перемещения, а также изменение режимов резания. Высокая стабильность установки стола достигается выбором зазоров в направляющих и использования жестких кинематических цепей привода стола. Точность установки координат 0,012 мм, расстояний между осями обрабатываемых отверстий 0,016 мм, геометрической формы отверстий: некруглость 0,003, постоянство диаметра 0,01 мм (в поперечном сечении) и 0,006 мм - в продольном сечении, плоскостность 0,008 мм, цена импульса 0,001 мм. Станок модели 243ВФ4 имеет такие же основные данные и точностные параметры, что и станок 243ВФ2. На станке программируются: координатное перемещение стола, шпиндельной головки и гильзы, скорость этих перемещений, скорость вращения шпинделя, смена инструмента, зажимы подвижных органов, коррекция инструмента, циклы обработки. Регулирование скоростей шпинделя и подач шпинделя и стола осуществляется в процессе обработки поверхности детали с помощью механического вариатора главного привода и привода подач с электродвигателем постоянного тока 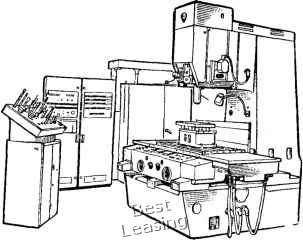 Рис. 116. Координатно-расточный станок с числовым программным управлением модели 2Д450АФ2 и широкоимпульсного преобразователя. Электроиндуктивная система отсчета координат стола обеспечивает высокую точность и стабильность позиционирования. Программоноситель - восьмидорожечная перфолента. Производительность станка в 3-4 раза выше производительности универсальных станков. Станок модели 2Д450АФ2 (рис. 116) имеет размеры стола €30x1120 мм, наибольшее перемещение стола бЗОХЮОО мм, гильзы шпинделя 270 мм, шпиндельной коробки 330 мм и наибольшая масса обрабатываемой детали 60 кг. Программоноситель - восьмидорожечная перфокарта для обработки до 96 отверстий. В станке применены направляющие качения, оптические экранные отсчетные устройства, регулируемые электроприводы главного движения и перемещения узлов. Программируются параметры: координаты X и у, скорости и подачи шпинделя, номер инструмента, операции. Возможные режимы работы: автоматический, с преднабором координат, вручную как на обычном станке. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 [ 60 ] 61 62 63 64 65 66 67 68 69 70 71 72 73 |