

|
|

|
Промышленный лизинг
Методички
Точность установки координат в автоматическом цикле 0,008 мм, формы отверстия 0,005 мм. Цена импульса 0,001 мм. Шероховатость обработки 6-9-го класса. Станок оснащен поворотными делительными столами: простым и универсальным, борштангами, универсальным резцедержателем, резцедержателем с точной подачей и инструментом. Специальный агрегатный вертикальный сверлил ьно - р ез ьб он а р ез но й станок с ЧПУ модели 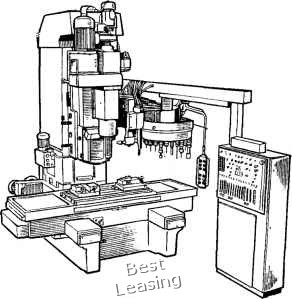 Рис. 117. Специальный агрегатный вертикальный свер-лильно-резьбонарезной станок с числовым программным управлением модели СМ-213 СМ-213 (рис. 117) с координатно-крестовым столом и автоматической сменой инструмента предназначен для обработки плоских деталей типа плит, планок, панелей и подобных им изделий без применения кондукторной оснастки. На станке выполняются операции: сверление, зенкерование, развертывание, цекование и резьбонарезание. Станок оснащен трехкоординатной системой числового программного управления с дискретностью отсчета 0,1 мм и точностью установки подвижных узлов ±0,05 мм. Станок может работать в полуавтоматическом и автоматическом режимах по программе, записанной на пятидорожечной перфоленте, а также в режиме предварительного набора координат, когда вся информация задается декадными переключателями на центральном пульте. Крестовый стол перемещается по гидростатическим направляющим от ходовых винтов. В станке имеется устройство, которое обеспечивает автоматическое переключение шпиндельной бабки с ускоренного перемещения на подачу, осуществляемое при касании инструмента поверхности обрабатываемой детали. Это исключает необходимость предварительной настройки инструментов и программирования величин ускоренных перемещений. Система кодирования инструмента с помощью кодовых колец на. инструментальных оправках, которая позволяет располагать инструмент в инструментальном магазине в любом порядке и исключает необходимость программирования режимов резания, так как заданные для данного инструмента режимы резания автоматически передаются шпиндельной бабке при прочтении кода инструмента на оправках. Эти качества станка значительно сокращают объем программирования, уменьшают вспомогательное время и поэтому станок весьма эффективен при обработке деталей мелких серий. Наибольший диаметр сверления в стали 50 мм, размеры детали 1250X750X320 мм, масса детали 1500 кг, емкость инструментального магазина 30 шт., наибольшее количество закодированных инструментов 199, масса станка 16 300 кг. Контрольные вопросы 1. Назовите основные типы расточных станков. 2. Как осуществляется проверка горизонтально-расточного станка на точность? 3. Каково назначение и особенности координатно-расточных и алмазно-расточных станков? 4. Объясните назначение органов управления станка 2620. 5. Покажите основные кинематические цепи станка 2620. 6. Объясните устройство коробки скоростей, шпинделя и планшайбы станка 2620. 7. Как работает механизм подач, вариатор подач и механизм точного останова станка 2620? 8. Назовите основные типы горизонтально-расточных станков с программным управлением и объясните принципы их работы. Глава IX РАБОТА НА РАСТОЧНЫХ СТАНКАХ § 51. ТЕХНОЛОГИЧЕСКАЯ ТЕРМИНОЛОГИЯ И ДОКУМЕНТАЦИЯ Технологическим процессом механической обработки называется последовательное изменение геометрических форм и размеров заготовки (проката, поковки, штамповки, отливки) с целью превращения заготовки в готовую деталь. Операция - это часть технологического процесса, которая-выполняется одним или несколькими рабочими на одном рабочем месте до перехода к обработке на этом же рабочем месте следующей детали. Установ - это часть операций, выполняемая при неизменном закреплении обрабатываемой детали. Лереход - это часть операции, на всем протяжении которой обрабатывается одна или несколько новерхностей одним или несколькими инструментами при неизменном режиме работы станка. Проход-это часть перехода, во время которого снимается один слой металла. Прием - это часть прохода, представляющего собой законченное действие рабочего, имеющее целевое назначение. Позиция -это каждое из различных положений неподвижно закрепленного изделия относительно оборудования, на котором производится работа. Технологическая документация служит для записи технологического процесса механической обработки. В ней содержатся данные, необходимые для заказа материала, выбора оборудования, изготовления оснастки, определения трудоемкости обработки детали и квали4хлкации рабочего, расчета потребной рабочей силы, установления маршрута изготовления детали по цехам завода, а также контроля качества обработки детали. Основными технологическими документами являются: карта маршрутного технологического процесса для индивидуального и мелкосерийного производства, карта операционного развернутого технологического процесса с эскизами обработки (табл. 10), карта развернутого технологического процесса без эксизов обработки для крупносерийного производства, карта наладки станка, инструмента и приспособления, карта технического контроля, спецификация специального инструмента, карта разрешения на временное отступление от технологического процесса. Разработка технологической документации является непременным условием правильной организации производства, соблюдения технологической дисциплины, обеспечения высокого качества продукции и производительности труда. § 52. ПОДГОТОВКА, УСТАНОВКА И КРЕПЛЕНИЕ ДЕТАЛЕЙ И КООРДИНАЦИЯ ИНСТРУМЕНТА ПРИ ОБРАБОТКЕ НА РАСТОЧНЫХ СТАНКАХ На расточных станках чаще всего обрабатывают корпусные детали различных механизмов и машин с точными отверстиями по диаметру и межосевыми координатами. Точность взаимного расположения отверстий в корпусе определяет правильность монтажа валов, зубчатых колес и других деталей, установленных в корпусе. Технологический процесс растачивания корпусных деталей зависит от их конструктивных особенностей: материала, массы, размеров, жесткости и технологичности как самого корпуса, так и его отверстий (диаметр, длина, ступенчатость и количество отверстий 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 [ 61 ] 62 63 64 65 66 67 68 69 70 71 72 73 |