

|
|

|
Промышленный лизинг
Методички
10. Операционная карта механической обработки !5Dt0.5 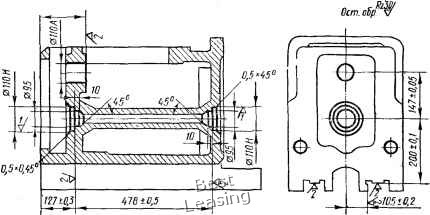
Заготовка детали
Приспособление
Охлаждение
и осей расточек). По своей форме отверстия могут быть сквозными, прерывистыми, с выточками или с незамкнутой окружностью. Существенное значение имеет и характер ступеней концентричных отверстий (односторонние и двусторонние). При этом важны как абсолютные размеры диаметров отверстий, так и наибольшая разность их. Обработка плоскостей корпусных деталей, как правило, выпол-няется на фрезерных и строгальных станках. На расточных стан-•ках обычно обрабатывают только труднодоступные поверхности, а также поверхности, обработка которых невозможна или нерациональна на других станках, например, кольцевые пазы, внутренние торцовые поверхности, перпендикулярные осям отверстий, и др. Корпусные детали изготовляют из чугуна, алюминия, стального литья и сварных конструкций. В настоящее время большое применение получают сварные конструкции, так как они обладают меньшей массой по сравнению с литыми и не требуют изготовления моделей, благодаря чему значительно сокращается цикл производства и удешевляется их себестоимость. Обработка поверхностей на расточном станке значительно осложняется, если эта поверхность далеко отстоит от торца планшайбы, наклонена к оси шпинделя или имеет ширину, превышающую диаметр фрезы. Основные отверстия корпусных деталей, служащие для монтажа сопрягаемых деталей, выполняются по 1-2-му классу точности с шероховатостью 6-8-го класса. Крепежные отверстия под болты, винты, шпильки обрабатывают с точностью и шероховатостью 3-4-го класса. Вспомогательные отверстия для замера основных отверстий, удобства монтажа и демонтажа выполняются с точностью основных отверстий. На рис. 118 показаны основные формы отверстий. Каждая форма обеспечивается соответствующим технологическим процессом и оснасткой. Реальные отверстия корпусных деталей являются различными комбинациями основных форм. Обработка соосных отверстий упрощается при наличии перепада диаметра ступенчатых отверстий при наибольшем диаметре малого отверстия, так как в этом случае возможна обработка всех отверстий одной жесткой борштангой. Подготовка деталей к обработке на расточном станке. Отливши корпусных деталей обязательно подвергают обрубке и очистке для удаления неровностей и формовочной земли как с обрабатываемых, так и с необрабатываемых поверхностей. Необрабатываемые поверхности зачищают шлифовальными кругами с гибким приводом, грунтуются и предварительно окрашиваются. Обрабатываемые поверхности предварительно подвергаются разметке для проверки правильности размеров заготовки, выявления и устранения дефектов отливки и наивыгоднейшего распределения припусков. Обработка плоских открытых поверхностей на фрезерных и строгальных станках производится одновременно на нескольких деталях с использованием боковых суппортов. У жестких и менее точных деталей обрабатывают сначала базовые поверхности, а за- 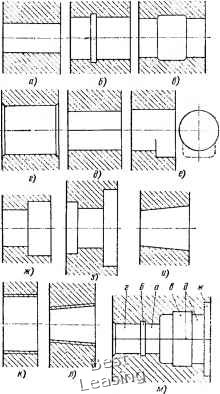 Рис. кор- не. Основные формы отверстий пусных деталей: а - сквозное гладкое, б -с канавкой, в - с выточкой, г -с фаской, д - разъемное, е - прерывистое, ж - ступенчатое одностороннее, з - ступенчатое двустороннее, и - конусное гладкое, к - резьбовое цилиндрическое, л - резьбовое конусное, м - реальные отверстия 7 Смирнов В. К. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 [ 62 ] 63 64 65 66 67 68 69 70 71 72 73 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||