

|
|

|
Промышленный лизинг
Методички
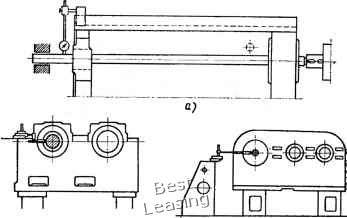 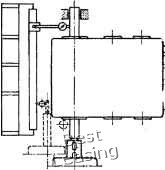 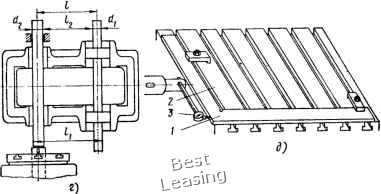 Рис. 121. Схемы выверки борштанги: тaъ7yюTЛnni"LtflZ,3l "°=«Р"°"и детали, б-от лииейки. установле.гаоП на горизон-нпй пп»„.„ J f Р" расточенного отверстия с применением контроль- nLS " индикатора, г ~ от ранее расточенного отверстия с применением контрольной оправки, втулок, микрометра или измерительных плиток, а-от ранее расточ."юго эт стия с применением оправки с индикатором и угольника 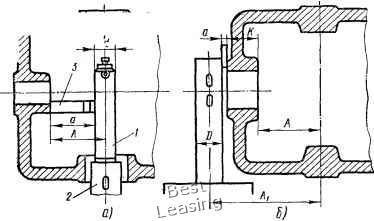 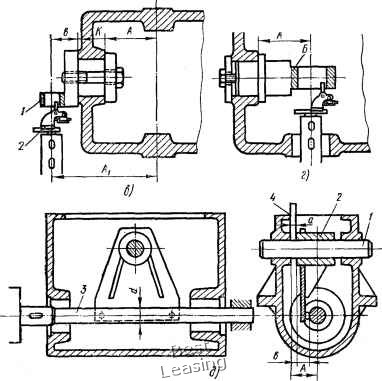 Рис. 122. Схемы выверки расстояний от торца отверстия до оси шпинделя с применением различных приспособлений: а, б - измерительных плиток, в - угольника и центроискателя, г - оправки и центроискателя, д - вилки и измерительной плитки где А - заданный размер от внутреннего торца детали до оси растачиваемого отверстия; d - диаметр оправки. Когда базой является наружный торец детали (рис. 122,6), А,=Ана+-, где Ai - расстояние от оси шпинделя до оси растачиваемого отверстия; к - расстояние между торцами детали; а - размер мерительных плиток; D - диаметр шпинделя. Угольник 1 (рис. 122, е) закрепляют к торцу отверстия, а цен-троискатель 2 устанавливают по центру отверстия угольника. Перемещая стол с деталью на величину А,=А+гс+Ь, совмещают ось шпинделя с осью другого отверстия, где А - требуемый размер от внутреннего торца до оси отверстия; к - расстояние между торцами; b - размер от основания угольника до оси вспомогательного отверстия. Для случая, изображенного на рис. 122, г, центроискатель устанавливают по отверстию Б оправки. Контрольный валик 1 (рис. 122, д) вставляют в расточенное отверстие, а через другое отверстие пропускают борштангу 3. Установка оси борштанги на точное расстояние от торца отверстия обеспечивается при соблюдении размера А=а + Ь+, где А - размер от торца отверстия до торца вилки 2 (набор концевых мер 4); b - постоянный размер вилки 2; d - диаметр борштанги. § 53. СВЕРЛЕНИЕ, РАССВЕРЛИВАНИЕ И ЗЕНКЕРОВАНИЕ ОТВЕРСТИЙ Операционные припуски на обработку отверстий. Припуском на обработку деталей называется слой металла, подлежащий снятию при обработке. Размер припуска на обработку отверстий должен быть минимальным, но достаточным для получения правильной геометрической формы, заданных размеров и шероховатости отверстия при минимальном количестве необходимого инструмента и числе проходов. Таким образом, наивыгоднейший припуск на обработку отверстий обеспечивает соблюдение технических условий наряду с высокой производительностью и экономичностью обработки. Минимальный размер припуска на обработку отверстий зависит от жесткости системы станок - инструмент - деталь и, главным образом, жесткости оправок и борштанг, от вида применяемо- 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 [ 65 ] 66 67 68 69 70 71 72 73 |