

|
|

|
Промышленный лизинг
Методички
Сборный проходной резец с механическим креплением керамической или твердосплавной пластинки (рис. 8, к) имеет державку 1, вкладыш 2, прихват 3, пластинку 4 и винт 5. При обработке чугунных фланцев и колец диаметром до 400 мм применяют комплект из двух сборных проходных резцов с пластинками из сплава ВК8 и керамики. Первые проходы при растачивании, обтачивании и подрезании торцов производят резцом с пластинкой из твердого сплава, последующую обработку- резцом с керамической пластинкой. Режим обработки с твердосплавной пластинкой: =4-6 мм; /=1-3; и=208 м/мин; 5 = 0,5 мм/об. Режим обработки с керамической пластинкой: t== •5-4 мм, 1=4; и = 790 м/мин. Сборный подрезной резец (рис. 8,л) имеет державку J, вкладыш 2 с припаянной пластинкой из твердого сплава, стружколоматель 3, прихват 4 и винт 5. Вкладыш 2 можно пере-  Рис. 9. Расточный блок мещать относительно державки /; вместе со стружколомателем он прижимается прихватом 4 к державке /. К преимуществам сборного резца относятся: повышенный срок службы державок и экономия металла, идущего на изготовление державок; сокращение объема работ по транспортированию и заточке резцов, так как затачивают лишь вкладыши с пластинками; стружколомание обеспечивается при любом режиме работы, так как стружколоматель устанавливают на требуемом расстоянии от режущей кромки резца; повышается срок службы твердосплавной пластинки в результате перемещения вкладыша и стружколомателя при износе и переточке режущей пластинки. Расточные блоки (рис. 9) состоят из корпуса 1, вставных регулируемых резцов 2, винтов 5 и 5 и зажимных сухарей 4. Передний угол у равен 5° для блоков чистовой расточки и 0° - для блоков-разверток. Плавающие резцы (блоки) применяются после растачивания для окончательной чистовой обработки отверстий при сохранении соосности и координат осей ранее расточенных отверстий. Резцы регулируются по диаметру растачиваемрго отверстия и закрепля- 1. Геометрия режущей части резцов с пластинками из быстрорежущей стали применяемыми при расточных работах Форма передней грани I (криволинейная с фаской) Для приходных резцов Л-Пя прорезных и отрезных резцвд 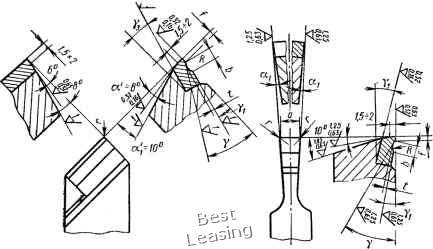 Обозначение формы заточки Эскиз перелней грани Tf« Обрабатываемый материал 1-0°  30" 16° 16° Сталь всех марок Резцы проходные и расточные
Продолжение табл. 1 Резцы прорезные и отрезные
Примечание. 1. Угол наклона главной режущей кромки К равен 0°. 2. Oi-V при а <5 мм и ai=2° при а>Ь мм. Форма передней грани III (плоская)
обрабатываемый материал
Примечание. 1. Угол наклона главной режущей кромки Я=0. 2. о=Г при а < 5 мм и а=1°30 при а>5 мм. 0 1 2 3 4 5 6 [ 7 ] 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||