

|
|

|
Промышленный лизинг
Методички
§ 55. ТИПОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ОБРАБОТКИ ОТВЕРСТИИ Консольная обработка соосных отверстий в нескольких стенках. Если предварительно отлитые или просверленные отверстия имеют отклонения в расстояниях от базовых поверхностей или непрямолинейность оси отверстия, то при обработке отверстий нормальными зенкерами без приспособлений не удается исправить эти погрешности, если они значительны. Для этой цели необходимо после сверления произвести расточку отверстий. Типовая схема обработки в сплошном материале двух точных соосных отверстий, расположенных в двух стенках корпуса (рис. 123, с), следующая: 1. Обработка отверстия DA в первой стенке; сверление rfcBi=0,2 D; рассверливание йсв2=0,7 D; растачивание rfpaci3=0,91 D (количество проходов определяет- ся в зависимости от отношения , где U - диаметр отверстия, L - расстояние от конца направляющей втулки до конца обрабатываемого отверстия); зенкерование йзенк4 =D-0,3; развертывание dpa3Bs=D-0,1; d = DA. 2. Обработка отверстия DiA во второй стенке производится по той же схеме с применением удлиненной направляющей втулки, установленной в обработанное отверстие DA первой стенки. Консольная обработка отверстий в нескольких стенках может производиться при осевой подаче стола с деталью или осевой подаче шпинделя, без смены консольной оправки или со сменой консольной оправки, без поворота или с поворотом детали на 180°. Черновая обработка предварительно отлитых отверстий осуществляется двухрезцовой расточной головкой, получистовая - одно-резцовым блоком с микрометрическим регулированием, чистовая - развертками с качающ,имися и шарнирными оправками (см. рис. 26, г, д). Методы консольного растачивания соосных отверстий в нескольких стенах с поворотом детали на 180° следующие: 1. Обработка предварительно отлитых отверстий в двух стенках: а) предварительная и окончательная обработка первого отверстия; б) поворот детали на 180°, выверка центроискателем по первому отверстию, предварительная и окончательная обработка второго отверстия. 2. Обработка соосных отверстий малого диаметра по сплошному материалу в четырех стенках: а) выверка оси отверстия по накладному шаблону, сверление, рассверливание и черновое развертывание отверстия в первой стенке; б) установка направляющей втулки в первое отверстие, сверление, рассверливание, растачивание, черновое развертывание, подрезка торца, чистовое развертывание отверстия во второй, а затем в первой стенке; в) поворот де- 21.5: 20±0.3 Ш Рис. 123. Схема обработки отверстий: а - и 90А и 55А, 6- sa 20А (ciffdfi; 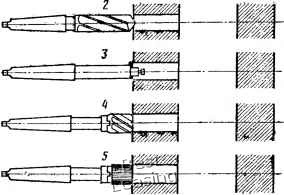
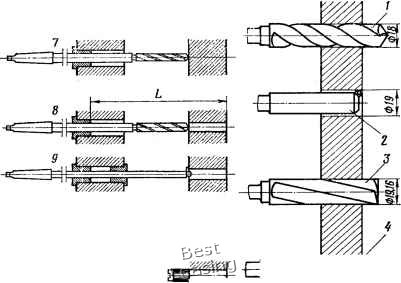
7891 тали на 180°, выверка соосности отверстия по накладному шаблону и повторение переходов для обработки отверстия в четвертой стенке и затем обработка отверстия в третьей стенке. Обработка соосных отверстий в нескольких стенках с применением борштанг. Обработку соосных отверстий борштангой можно производить с осевой подачей стола с деталью или осевой подачей шпинделя, без переустановки или с переустановкой резца в борштанге, с поворотом или без поворота детали. Метод растачивания трех соосных предварительно отлитых отверстий большого диаметра, расположенных в трех стенках, с опорой борштанги в люнетной стойке п подачей шпинделя: черновое растачивание трех отверстий двухрезцовой расточной головкой с разделением припуска; черновая и чистовая обработка торцовых поверхностей отверстий с радиальной подачей резца; чистовое последовательное растачивание трех отверстий одним резцом (р = 90°. Метод растачивания соосных предварительно отлитых отверстий в нескольких стенках с большим расстоянием между стенками: черновое растачивание отверстий разъемными блоками; получистовое растачивание одним резцом <р = 90° каждого отверстия поочередно; чистовое растачивание однорезцовым блоком с микрометрическим регулированием каждого отверстия в отдельности. Метод обработки соосных отверстий в пяти стенках с поворотом детали: выверка оси отверстия по накладному шаблону, предварительное растачивание, предварительное и окончательное развертывание отверстия в первой стенке с применением консольной оправки; предварительное растачивание отверстия во второй стенке с направлением консольной оправки через втулку, установленную в первое отверстие; предварительное растачивание отверстия в третьей стенке с направлением консольной оправки через втулки, помещенные в первой и второй стенках; поворот детали на 180°, выверка соосности по накладному шаблону, сверление, рассверливание, растачивание, предварительное и окончательное развертывание отверстия в пятой стенке; предварительное растачивание отверстия в четвертой стенке; поворот детали на 180°, окончательное растачивание отверстий во второй, третьей и четвертой стенках с применением борштанги и направляющих втулок, установленных в отверстиях первой и пятой стенок. Примеры типовых схем обработки отверстий. На рис. 123-127 приведены типовые схемы обработки отверстий, торцов и выточек корпусных деталей. На каждой схеме изображены эскизы последовательно выполняемых переходов, указаны размеры обработки и приведена нумерация применяемых инструментов. 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 [ 70 ] 71 72 73 |