

|
|

|
Промышленный лизинг
Методички
Схемой консольной обработки отверстия диаметром 20 А в сплошном материале (рис. 123, б) предусматривается последовательное применение сверла, консольной расточной оправки, двух зенкеров и развертки, или зенкера и двух разверток. 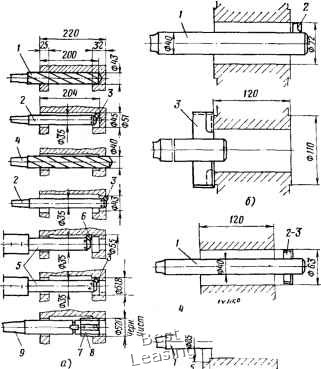 Рис. 124. Схема обработки отверстий: а - 0 43 ыы и 0 52П с открытой выточкой 0 55 мм, 6-0 72 мм и двух открытых торцов, в - 0 65Аз с цековкой 0 85 мм и фаской .X Обработка двух соосных отверстий диаметром 52П и 43 мм с открытой выточкой диаметром 55 мм изображена на рис. 124, с. Прежде всего производится сверление и растачивание глухого отверстия до диаметра 51 мм на длину 204 мм, затем выполняется сверление и растачивание сквозного отверстия диаметром 43 мм. Расточка открытой выточки до диаметра 55 мм и глухого отверстия диаметром 52П до диаметра 51,8 мм производится с помощью расточной консольной оправки с наклонным креплением резца, установленного в державку кулисы. Черновое и чистовое развертывание отверстия диаметром 52П осуществляется донной разверти кой, закрепленной на шарнирной оправке. Обработка отверстия диаметром 72 мм и двух открытых торцов выполняется по схеме, приведенной на рис. 124, б. Деталь с предварительно отлитым отверстием подвергается расточке двумя односторонними резцами с пластинкой твердого сплава ВК8, закрепленными поочередю в консольной оправке диаметром 40 мм. Торцы отверстия подрезают двусторонним ножом, установленным в консольной оправке. Обработка отверстия диаметром бЗАз с цековкой диаметром 85 мм и фаской 1X45° выполняется последовательно по схеме (рис. 124, в); расточка до диаметра 63 мм двумя расточными резцами, расточка цековки диаметром 85 мм, глубиной 5 мм односторонним резцом, снятие фаски резцом, зенкерование отверстия до диаметра 64,82 мм и развертывание до диаметра 65Аз. Если отверстие имеет значительную длину и диаметр, а деталь по своей конструкции требует большого вылета шпинделя при обработке, тогда обработка производится с применением борштанги Люнет станка 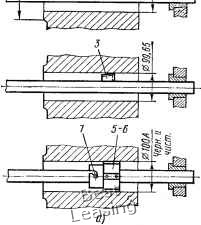 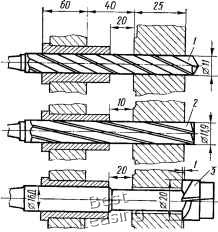 Рис. 125. Схема обработки отверстий: а -йгЮОА с подрезкой торца 0 1Б0 мм, б -0 12А с цековкой 0 20 мм с направлением инструмента в приспособлении 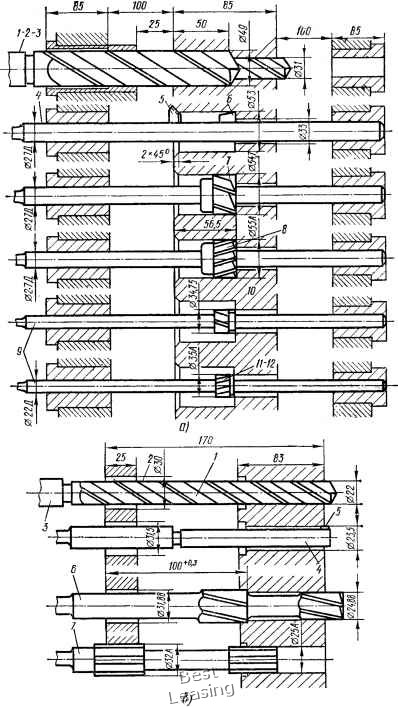 Рис. 126. Схема обработки отверстий: S5A и 35А с двусторонним направлением борштанги в приспособлении, б -0 32А и 25А специальными двухступенчатыми зенкером и разверткой 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 [ 71 ] 72 73 |