

|
|

|
Промышленный лизинг
Методички
и люнета, установленного на столе станка, или опоры в задней стойке. Такой случай обработки отверстия диаметром 100 А с подрезкой торца диаметром 150 мм изображен на рис. 125, а. Расточка отверстия производится за три прохода односторонними резцами, укрепленными в борштанге, до диаметра 99,65 мм с подрезкой торца и последующим черновым и чистовым развертыванием до диаметра 100А. В условиях серийной обработки корпусных деталей, а также в случае необходимости обеспечения высокой точности взаимного расположения отверстий с парал-" лельными или перпендикулярными осями применяют специальные приспособления или накладные шаблоны для расточки деталей. На рис. 125, б показан случай обработки отверстия диаметром 12А с цековкой диаметром 20 мм, глубиной 1 мм на внутренней стороне стенки корпуса. Инструменты (сверло, зенкер, цековка и развертка) направляются через втулки приспособления. В этом случае применяют специальную обратную цековку и развертку. Для обеспечения точности расположения отверстия диаметром 12А зенкер и развертка направляются в приспособлениях удлиненной втулкой. При значительной длине отверстия и малой жесткости борштанги или оправки приспособление обеспечивает двойное направление борштанги или оправки с инструментом. 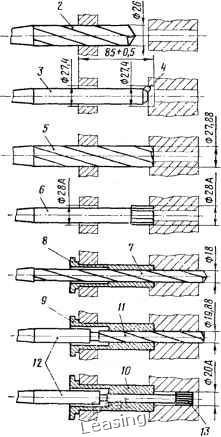 Рис. 127. Схема обработки отверстий 0 20А и 28А с применением удлиненной направляющей втулки На рис. 126, а изображена обработка двух соосных отверстий диаметром 55А и 35А со снятием фаски 2X45°. В данном случае двустороннее направление борштанги в приспособлении продиктовано необходимостью обеспечения соосности отверстий при малом диаметре и большой длине борштанги с инструментом. Последовательность переходов и применяемый инструмент показаны на схеме. На рис. 126,6 приведен пример применения специального комбинированного двухступенчатого зенкера и развертки. На рис. 127 показана обработка соосных отверстий диаметром 20А и 28А с применением удлиненной направляющей втулки. Более сложную двустороннюю обработку соосных отверстий диаметром 52П и 62П выполняют в приспособлении с двусторонним направлением борштанги и применением специальных насадных разверток. ЛИТЕРАТУРА 1. Богданов А. В. Расточное дело. М., Машгиз, 1960. 2. Глухов Н. М. Координатно-расточные станки и работа на них. М., «Высшая школа», 1969. 3. Дащенко А. И. и Шмелев А. И. Конструкции и наладка агрегатных станков. Изд. 2-е, М., «Высшая школа», 1970. 4. Е р е м и н А. Н. Автоматическое управление металлорежущими станками. М., «Высшая школа», 1966. 5. Зазерский Е. И. и Гутнер Н. Г. Токарь-расточник. М., Машгиз, 1960. 6. Тепинкичиев В. К. и др. Металлорежущие станки. М., «Машиностроение», 1970. 7. КобринскийА. Е. Числа управляют станками. М., «Наука», 1967. 8. Смирнов В. К. Токарь-расточник. Изд. 2-е, М., «Высшая школа», 1973. 9. С м и р н о в В. К. Универсальная технологическая оснастка в мелкосерийном производстве. Изд. 2-е, М., «Машиностроение», 1973. 10. Режимы резания металлов инструментами из быстрорежущей стали. М., Машгиз, 1950. И. Режимы резания черных металлов инструментом, оснащенным твердым, сплавом. М., Машгиз, 1958. 12. Журнал «Машиностроение», № 9, II и 12, 1969; № 7, 1970. ОГЛАВЛЕНИЕ Стр. Введение................................ Глава I. Организация рабочего места. Техника безопасности при работе на расточных станках...................... 5 § 1. Организация рабочего места расточника............ 5 I 2. Техника безопасности при работе на расточных стайках..... 8 Глава II. Основы теории резания металлов................13 § 3. Процесс резания металлов.................... 14 § 4. Основные элементы резца................. 15 § 5. Формы и элементы передней поверхности расточных резцов ... 17 § 6. Износ инструмента........................ 17 § 7. Элементы режима резания..............,..... 19 § 8. Сила резания, крутящий момент и эффективная мощность резания при растачивании отверстий................ 21 Глава 111. Режущий инструмент для расточных работ ...........22 § 9. Резцы.............................. 22 § 10. Сверла............................ 31 § 11. Зенкеры.....,........................ 33 § 12. Развертки . ......................... 35 § 13. Фрезы............................... 41 § 14. Метчики............................ 43 § 15. Комплекты расточного инструмента............... 44 Глава IV. Принадлежности, приспособления и вспомогательный инструмент для расточных работ.............,........45 § 16. Универсальные крепежные принадлежности...........45 § 17. Универсальное приспособление для крепления деталей.....47 § 18. Принадлежности для крепления в шпинделе станка инструментов, оправок и борштанг с коническим хвостовиком.........49 § 19. Универсальные консольные оправки, борштанги и патроны для крепления инструмента . ....................51 § 20. Двухрезцовые головки и блоки..........,.......56 § 21. Головки для сверления, фрезерования, шлифования, полирования и хонингования на расточных станках.............61 § 22. Расточные оправки, борштанги, патроны, головки и суппорты с точной установкой резца на диаметр и радиальной подачей инструмента..........................65 § 23. Принадлежности, поставляемые с горизонтально-расточным станком . . ............................75 § 24. Приспособления для расточки отверстий . . . .,........77 § 25. Регулируемые стойки для опоры борштанг расточных станков . . 83 § 26. Индикаторная державка для выверки взаимного расположения инструмента, деталей и контроля обработки.......... . 85 § 27. Универсальные приспособления для установки резцов в борштангах ... ........................ . 86 0 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 [ 72 ] 73 |