

|
|

|
Промышленный лизинг
Методички
2. Геометрия режущей части прямоугольных резцов с пластинками твердого сплава, применяемых при расточных работах Форма передней грани I (криволинейная с фаской) Обозначение формы заточки Эскиз перелней грани плашмя на ребро Обрабатываемый материал Наименование Тип сплава пластинки 1-10° Сталь 70-90 210-265 1-5° 1-10° 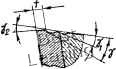 90-130 Сталь Св. 130 265-350 Св. 350 Првиечаннв. Угод наклона главное режуцеВ кроикн -f4*, Форма передней грани (плоская III и плоская с фаской II) Продолжение табл. 2 Обозначение формы Заточки Эскиз передней грани Дополнительные сведения обрабатываемый материал Наименование Тип твердого сплава пластинок Условия работы 111+8° III4-0° 111+18° 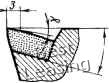 Чугун Бронза Латунь Чугун Бронза Латунь До 30 До 200 Св. 30 200-300 Алюминий Малая, средняя жесткость 111-5°Д 111-10° 111-15° 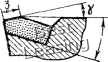 Сталь Чугун 120--140 300-400 Сталь Чугун Сталь 140--160 400-500 160-180 ТК ВК Достаточная жесткость 11+12° 115+12° 11+8° Д 11Б+8° Д 110° 11Б0° 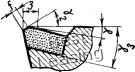 0,2-0,3 0,6-ь0,8 Сталь 0,2+0,3 0,6+0,8 0.2-0,3 Применять стружколоматель Сталь До 70 70--90 0,6-0,8 Сталь 90+120 Малая, средняя жесткость Примечание, 1. Угол наклона главной режущей кромки h при работе без ударов равен -1-4°, прн работе с ударами и получении ломаной стружки -Ц2° (ф>60°). 2. Задний угол переходной кромки по пластинке равен главному заднему углу. Знаком Д отмечены формы заточки, наиболее часто применяемые. 3. Qi=»l° при а<5т\1 41-2° при в>6 ММ. ются стопорными винтами. Плавающие расточные блоки имеют шпоночную канавку, в которую с определенным зазором входит головка винта, предохраняющего блок от выпадения из борштанги. § 10. СВЕРЛА Сверла предназначены для сверления и расверливания отверстий диаметром до 80 мм. Различают следующие типы сверл (рис. 10): цилиндрические с винтовой канавкой и коническим хвостовиком (стандартные и удлиненные); сверла для рассверливания чугуна с пластинкой из твердого сплава; перовые для глубоких отверстий; полые для кольцевого сверления отверстий диаметром более 60 мм. Основными частями сверла являются (рис. 10,а): рабочая часть 6, шейка 3, хвостовик 5, поводок или лапка 4, режущая часть / и спиральная канавка 2. На режущей и рабочей части сверла различают (рис. 10,6): переднюю поверхность /, поперечную кромку 2, спинку зуба 4, заднюю поверхность 3, сердцевину 5, ленточку 9, режущую кромку 10 и стружкоразделительные канавки 7, кромку ленточки 8 и режущие кромки 6 при двойной заточке сверла. Форма заточки режущей части сверла (рис. 10, е) может быть обыкновенная (/), с подточкой перемычки (2), с подточкой перемычки и ленточки (2, 3), с двойной заточкой, подточкой перемычки и ленточки {4, 2,3), с подточкой вдоль режущих кромок (5), с подточкой режущей кромки и перемычки (5, 2). Обыкновенная форма заточки сверла применяется для обработки стали, стальных отливок и чугуна. Подточка перемычки уменьшает усилие подачи и используется при сверлении стальных отливок (овбО кгс/мм) по корке. Подточка ленточки и перемычки уменьшает теплообразование на границе режущей кромки и ленточки. Она делается при сверлении стали и стальных отливок (ов 50 кгс/мм2) со снятой коркой. Двойная заточка с подточкой перемычки дробит стружку, способствует отводу тепла, что улучшает условия резания, и применяется при сверлении стальных отливок (ав50 кгс/мм) и чугуна по корке. Двойная заточка с подточкой перемычки и ленточки уменьшает осевое усилие резания при сверлении стали и стальных отливок (ав50 кгс/мм) и чугуна со снятой коркой. Подточка вдоль режущих кромок с образованием фаски шириной 0,3 мм облегчает условия схода стружки и уменьшает осевое усилие. Она применяется при сверлении стали и чугуна при снятой корке. Подточка режущей кромки и перемычки уменьшает осевое усилие, передний угол и ширину ленточки, что также способствует улучшению условий резания. 0 1 2 3 4 5 6 7 [ 8 ] 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 |