

|
|

|
Промышленный лизинг
Методички
Расположение изделия применяется при выпусках большого объема стандартизи-ованных изделий. Рабочие и оборудование размещаются согласно технологической оследовательности обработки. Акцент ставится на движение предметов труда через систему; часто применяется специализированное оборудование для производства и тоанспортировки. Этот тип расположения и планировки в большой степени чувствителен к поломкам и остановкам системы. Профилактическое обслуживание оборудования сокращает возникновение поломок. Расположение процесса группирует сходные производственные операции в отделы или другие рабочие центры. Эти системы могут отвечать достаточно широкому диапазону технологических требований и менее восприимчивы к поломкам. Однако пазяообразие технологических требований требует постоянного планирования рабочих графиков и маршрутов, а также использования оборудования для погрузочно-раз-грузочных работ с переменной дорожкой. Уровень производительности обычно ниже, чем при расположении изделия. Фиксированное расположение используется, когда размер, особая хрупкость, расходы или другие факторы делают нежелательным или невыгодным перемещение изделия через систему. Вместо этого рабочие, оборудование и материалы обращаются вокруг изделия. Главные усилия при разработке расположения изделия сфокусированы на разделении работы по производству изделий или услуг на серию задач, по возможности однородных по времени. Цель состоит в достижении высокого коэффициента использования труда и оборудования. В расположении процесса усилия проектировщиков часто сосредоточены на оптимальном расположении родственных отделов - для сведения к минимуму транспортировочных расходов или по другим соображениям, требующим близкого расположения определенных групп отделов. Большое количество возможных альтернатив в проблемах расположения делает невозможным анализ каждого варианта. Вместо этого, альтернативы выбираются с использованием эвристического подхода. Решения, полученные таким образом, обычно вполнеудовлетворительны, хотя необязательно оптимальны. Компьютерные пакеты программ применяются для сокращения усилий, необходимых для получения решения подобных проблем, но они также в значительной степени полагаются на эвристические методы. Ключевые термины Балансирование линии line balancing Время цикла cycle tim е Групповая технология group technology Диаграмма предшествования precedence diagram Задержка баланса balance delay Производственная линия production line Расположение изделия product layout Расположение процесса process layout Сборочная линия assembly line , Фиксированное расположение fixed-position layout Ячеечное производство cellular manufacturing решение задач Задача 1 Задачи, показанные в следующей диаграмме предшествования, следует распределить по рабочим местам, сведя при этом к минимуму время простоев. Руководство предприятия определило уровень производительности 275 единиц в День. Предположим, что дневной фонд рабочего времени составляет 440 минут. а. Определите соответствующее время цикла. б. Каково минимально возможное число рабочих мест? в. Распределяйте задачи, используя правило позиционного веса : задачи с самым высоким показателем последующего времени (включая собственное время задачи) распределяются первыми. Прерывайте связи, используя самое большое число последующих задач. 0,3 мин. 0,4 мин. 0,2 мин. 0,1 мин. 0,5 мин. 0,3 мин. 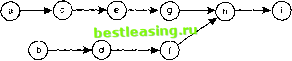 0,6 мин. 1,2 мин. 0,6 мин. Решение: QJ - Операционное время 440 минут в день . минут Желаемый выпуск 275 единиц в день - б. N = Желаемый выпуск х 275 в день х 4,2 = 2,6 (округляется до 3) Операционное время 440 минут в день в. Добавьте к диаграмме значения позиционного веса (последующее время, включая время выполнения задачи): (1,3) (1,5) (1,1) (0,9) 0,3 мин. 0,4 мин. 0,2 мин. 0,1 мин. 0,6 мин. (3,2) 1,2 мин. (2,6) (0,8) (0,3) 0,5 мин. 0,3 мин.  0,6 мин. (1,4)
Начальное время для каждого рабочего места - это время цикла, рассчитанное в части а данной задачи. Результаты распределения показаны ниже. Обратите внимание, что время, необходимое для выпуска 275 единиц, будет 275 х 1,6 минуты = 440,0 минут. С дневным фондом времени 440 минут, запас времени составит О минут. Станция 1 Время -1,3 мин. Станция 2 Время = 1,5 мин. Станция 3 Время = 1,4 мин Задача 2 Расположите девять отделов по сетке 3x3 так, чтобы распределение отвечало условиям следующей матрицы. (Оценки незначительной и средней степени важности были опущены для упрощения примера.) Местоположение отдела 4 должно быть в верхнем правом углу сетки. Отдел 1 отдел 2 Отдел 3 Отдел 4 Отдел 5 Отдел 6 Отдел 7 Отдел 8 отдел 9 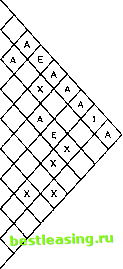 Решение: Обратите внимание, что отдел 1 имеет много оценок А, которые дают основание для помещения этого отдела в центр сетки. Мы можем сформировать группу отделов, которые должны располагаться близко друг к другу: 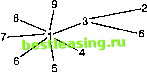 Затем мы можем идентифицировать нежелательные пары отделов: 5-Н-2 4 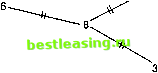
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 [ 101 ] 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |