

|
|

|
Промышленный лизинг
Методички
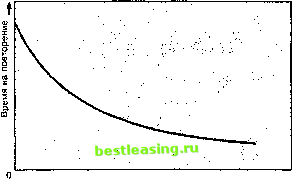 Число повторений Рис. 7п-1. Эффект обучения: время не повторение операции сокращается по мере увеличения числа повторений димых работ. Если работа краткосрочная и достаточно однообразная, то со временем может возникнуть лишь незначительное улучшение, причем возникает оно относительно быстро, после нескольких первых повторений. Если задача достаточно сложная и продолжительная, то улучшения возникнут после продолжительного интервала времени (и большого числа повторений). Следовательно, фактор обучения не играет большой роли в планировании однообразных рабочих операций, - но становится весьма существенным для сложных повторяющихся рабочих процессов. На рисунке 7п-1 показано общее соотношение между растущим числом повторений рабочей операции и сокращением времени каждого повторения. Следует отметить, что кривая никогда не касается горизонтальной оси-то есть время на осуществление рабочей операции никогда не равно нулю. Впервые общее внимание к кривым обучения привлек Т.П.Райт. В 1936 году он описал, как с ростом опыта рабочих падает стоимость труда при производстве корпуса самолетов {Т.Р. Wright. Factors А ffecting the Cost of A irplanes. Journal of A eronauticcd Sciences 3, February 1936). С тех пор было проведено немало других исследований, которые подтвердили описанное Райтом соотношение. Это соотношение называют по-разному: кривая опыта, функция прогресса, функция совершенствования. Сейчас эксперты соглашаются, что эффект обучения - результат действия многих факторов, не только непосредственного приобретения рабочими определенных навыков. Определенная часть улучшений - это результат действия допроизводственных факторов, таких как подбор инструментов и оборудования, дизайна изделия, анализа производственных методов и других усилий, затраченных еще до запуска рабочего процесса. Играют свою роль также и изменения, внесенные в рабочий процесс уже после его запуска в действие: изменение методов, инструментов, проекта изделия или процесса. Важным фактором является также деятельность руководства предприятия - улучшение планирования процесса, совершенствование рабочих графиков и мотивации труда рабочих, повышение контроля за производственными процессами. Изменения, произведенные по ходу производственного процесса, могут вызвать временное ;/веямченг/е сроков производства на единицу продукции - до тех пор, пока рабочие не приспособятся и не привыкнут к изменениям. В целом же, такие изменения ведут к увеличению объема выпуска. Если в процессе производства проводится целый ряд изменений, то кривая обучения будет представлять собой в действительности серию скачков, зигзагов. Плавной линией она не будет. Это хорошо видно на рисунке 7п-2. Тем не менее, удобнее работать с плавной кривой, которую можно считать кривой среднего показателя (среднего эффекта обучения). С точки зрения предприятия, есть один фактор, который делает кривую обучения чем-то большим, чем просто любопытный феномен. Этот фактор - предсказуемость (возможность прогнозирования), которая становится очевиднее, когда соотношения представлены на графике с двойной логарифмической сеткой (см. рис. 7п-3). Возни- ч-Щюыеобучения 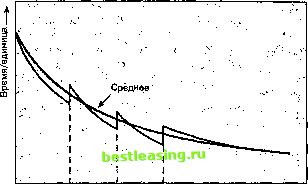 Улучшения Время Рис. 7п-2. Усовершенствования производственного процесса могут создать эффект скачков (зигзагов) в кривой обучения кающая в результате прямая показывает постоянный процентный показатель скорости обучения. Этот показатель отражает кривую обучения. Каждое удвоенное число повторений производственной операции имеет постоянный процентный показатель сокращения времени, которое необходимо для выполнения этой операции. Этот процентный показатель равно относится и к среднему времени, и к единице времени. . Обычно показатель сокращения времени производства варьируется от 10% до 20%. Кривые обучения принято описывать по дополнениям их показателей обучения. На- пример, кривая обучения 80% показывает, что каждое удвоение в повторении производственной операции дает сокращение времени (среднего или времени на единицу) на 20%. Кривая 90% показывает уровень совершенствования 10%. Обратите внима-ние: кривая обучения с показателем 100% означает, что совершенствование процесса за счет обучения не происходит вообще. 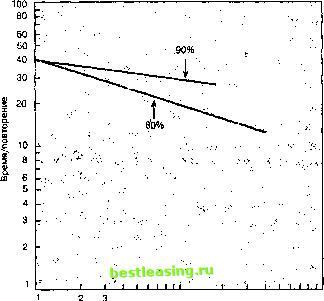 4 5 6 8 10 Число повторений 20 30 40 60 80 100 Рис. 7п-3. На графике с двойной логарифмической сеткой кривые обучения представляют собой прямые линии ПРИМЕР П-1 Известно, что некая производственная деятельность имеет кривую обучения 80%. Для производства первой единицы продукции рабочему потребовалось 10 часов. Определите предполагаемое время завершения производства следующих единиц: 2-vt, 4-й, 8-й и 16-й (обратите внимание на последовательное удвоение значений). Решение: Каждый раз совокупный объем выпуска удваивается. Время на единицу для этого количества будет приблизительно равно предыдущему времени, умноженному на процентный показатель обучения (в нашем случае 80%). Таким образом. Пример П-1 иллюстрирует одно важное положение и поднимает интересный во-прос. Вот это положение: сокращение времени на единицу становится все меньше и меньше по мере роста числа повторений процесса производства этой единицы. Н апри-мер, производство второй единицы потребовало на 2 часа меньше, чем производство первой, а улучшение показателей с 8-й по 16-ю единицу составило всего чуть больше 1 часа. Возникает вопрос: как рассчитываются сроки для величин, которые не попадают в схему (например, 3, 5,6, 7 и др.)? Для получения этих временных показателей можно использовать два способа Первый - воспользоваться формулой. Второй - воспользоваться таблицей значений. Рассмотрим сначала первый подход. Формула основана на существовании линейной связи между временем на единицу и числом единиц. Эти две переменные выражены логарифмами. Время (т.е. непосредственное Число рабочих часов, необходимых для производства единицы) для единицы номер п рассчитывается по следующей формуле: Tn=T,xnb, (7П.1) где Тп= время для производства единицы п Т] = время производства первой единицы b = 1п(процентного показателя обучения)/1п2 Для того, чтобы пользоваться данной формулой, вам нужно знать время производства первой единицы и процентный показатель обучения. Например, для кривой обучения 80% с Tj = 10 часов, время для производства третьей единицы будет рассчитываться следующим образом: Тз= 10(31п08/1п2)=7,02 Второй подход - использовать фактор обучения , полученный из таблицы, такой как таблица 7п-1. В таблице приведены два показателя для некоторых избранных процентных показателей обучения. Один показатель - это значение для единицы продукции в каждом из указанных объемов выпуска. Оно поможет легко определить, сколько времени потребуется для производства одной единицы продукции. Второй показатель - совокупное значение, которое поможет рассчитать общее количество часов, необходимых для завершения любого данного числа повторений производственной операции. Расчет обоих показателей достаточно прост: умножьте значение из таблицы на время, необходимое для производства первой единицы. Использование таблицы 7п-1 требует показателя времени для производства первой единицы. Если по каким-то причинам этот показатель неизвестен, или же менеджер считает, что более надежен показатель для некоторой последующей, более поздней, единицы, - то эту таблицу можно использовать для расчета начального значения. Затем расчеты производятся так, как это было описано выше. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 [ 120 ] 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |