

|
|

|
Промышленный лизинг
Методички
кратко описаны в последующих параграфах. План разовой выборки В этом случае из каждой партии берется одна произвольная выборка, каждый элемент которой исследуется и признается годным или негодным . Если выборка содержит дефектных изделий больше определенной величины (с), то вся партия бракуется. План двукратной выборки План двукратной выборки предусматривает возможность повторной выборки, если результаты первой не позволяют сделать окончательного вывода. Например, если качество исходной выборки высоко, то партия может быть принята без необходимости повторной выборки. Если качество исходной выборки находится на низком уровне, то опять же вся партия может быть забракована без повторной выборки. Для результатов, находящихся между этими двумя полюсами, берется повторная выборка, ее элементы исследуются, после чего партия бракуется или принимается-в зависимости отрезультатов обработки обеих выборок. План двукратной выборки устанавливает размер партии, размер исходной выборки, критерии пригодности/непригодности для исходной выборки, размер повторной выборки, а также единое приемочное число. При двукратной выборке менеджер устанавливает нижний уровень дефектных изделий С] и верхний уровень С2. Например, нижний уровень может быть равным двум дефектным изделиям, а верхний - пяти. Этот диапазон является определяющим для ИСХОДНОЙ выборки. Если ЧИСЛО дефектных изделий в исходной выборке меньше или равно нижнему уровню (С]), то партия признается годной без вторичной выборки. Если же число дефектов превышает верхний уровень (сг), то партия бракуется. Если число дефектных изделий находится между этими двумя значениями, то берется по- подвергнуты 100%-ной проверке, или же закупленные товары отправляются обратно поставщику для возврата денег либо замены (особенно при применении разрушающих испытаний). Процедуры выборочного контроля наиболее эффективны при наличии одного или нескольких следующих условий: 1. Большое число единиц продукции должно быть обработано за короткий срок. 2. Ущерб от пропуска дефектов невелик. 3. Требуютсся разрушающие испытания. 4. Физическая усталость или утомление, вызванные проверкой большого количества изделий, приводят к ошибкам в проверке. Процедуры выборочного контроля можно применять для проверки как исходных, так и расчетных параметров. Тем не менее, более широко используется проверка расчетных данных, поэтому обсуждение этой темы фокусируется здесь исключительно на планах выборки для расчетных параметров. Планы выборки Ключевым элементом выборочного контроля является план выборки. План выборки устанавливает размер партии (N), размер выборки (п), р,-.>,1 л> , ч г, .г-5к жж . число выборок И критерий приемлемости/неприемле-1{ Планы выборки - планы, мости. которые определяют размер Применяется большое число различных планов ; партии, размер выборки, , г- - I число выборок, критерии выборки. Некоторые из них требуют разовой выбор-I приемлемости/неприемле- ки, остальные - двукратной или более, в зависимости мости. I от природы плана. Некоторые различные виды планов вторная выборка, и число дефектных изделий в обеих выборках сравнивается с показателем C3. К примеру, сз = 6. Если полученное число дефектных изделий не превышает эту величину, партия принимается, в противном случае бракуется. План многократной выборки План многократной выборки схож с планом двукратной выборки, за исключением того, что может потребоваться больше двух выборок. План определяет размер каждой выборки и две границы для каждой выборки. Значения возрастают с увеличением числа выборок. Если для любой выборки совокупное число дефектных изделий (т.е. количество в данной выборке + во всех предыдущих выборках) превышает верхнюю границу для данной выборки, то проверка прекращается и вся партия бракуется. Если совокупное число дефектных изделий меньше или равно нижней границе, то проверка прекращается и партия принимается. Если значение лежит между этими границами, берется следующая выборка. Процесс продолжается до тех пор, пока не принимается или не бракуется вся партия. Выбор плана Затраты средств и времени на проверку часто являются определяющими факторами выбора плана. В первую очередь следует учитывать необходимое число выборок и общее число требуемых наблюдений. Планы однократной выборки требуют лишь одной выборки, но ее размер велик по сравнению с планами двукратной и многократной выборки. Если стоимость формирования выборки достаточно высока по сравнению со стоимостью анализа данных, то предпочтительна разовая выборка. И апример, если требуется провести исследование лунного грунта, то стоимость возвращения за второй и третьей выборкой во много раз превысит стоимость анализа первой крупной выборки. И наоборот, если стоимость проверки относительно высока (например, при проведении разрушающих испытаний), то предпочтительнее использовать двух- и многократную выборку, так как при этом среднее число проверенных изделий будет меньше. Это объясняется тем, что очень низкий или очень высокий уровень качества партии часто выявляется сразу же, и дальнейшие выборки можно прекратить. Кривая рабочих характеристик Важной характеристикой плана выборки является степень распознавания партий низкого и высокого качества. Способность плана выборки разграничивать партии высокого и низкого качества описывается его кривой рабочих характеристик (operating characteristic curve - ОС). Типичная кривая плана разовой выборки изображена на рисунке 9п-1. Кривая показывает вероятность приема партии, содержащей изделия с дефектами. Например, из графика видно, что партия с 3% де-фектных изделий (доля дефектных изделий - 0,03) Кривая рабочих характе- будет принята с вероятностью 0,9 (и забракована с PJ- KOTopZZTaZar вероятностью 1 - 0,9 = 0,1). Обратите внимание на па- вероятность приемки пар- I дающий характер кривой (т.е. обратное отношение): тип с различным уроанем по мере ухудшения качества партии уменьшается веро- дефектных изделий. ятность ее приемки, хотя зависимость здесь нелинейная. Например, если партия содержит 20% дефектных изделий, вероятность того, что она будет принята, снижается до 0,04. Даже партии, содержащие более 20% дефектных изделий, имеют некоторую вероятность приема, так же как партии с 3% дефектных изделий имеют шанс быть забракованными. Очевидно, что план выборки не может в совершенстве распознавать хорошее и плохое качество партии; это неизбежно, что могут быть приняты партии плохого качества и забракованы партии очень хорошего качества. 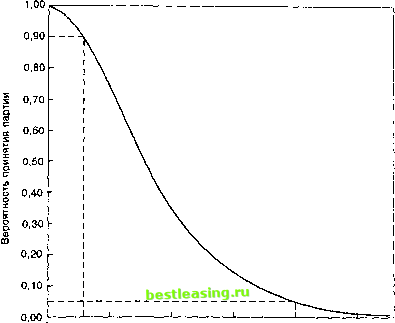 f 0,05 0,10 0,15 0,20 3% Качество партии (доля дефектов) 0,25 Рис. 9п-1. Типичная кривая рабочих характеристик Степень распознавания планом выборки годных и негодных партий является функцией крутизны кривой рабочих характеристик; чем круче кривая, тем более точно распознавание (см. рис. 9п-2). Обратите внимание на кривую идеального плана (с однозначным распознаванием годных и негодных партий). Чтобы достичь этого, необходимо проверить 100% изделий каждой партии. Очевидно, если вы собираетесь этим заняться, то теоретически все изделия с дефектами будут выявлены (хотя из-за ошибок и утомления контролеров несколько дефектов могут остаться незамеченными). Тем не менее, именно с точки зрения графика 100%) проверки необходимо анализировать кривые других планов выборки. Имейте в виду, что затраты времени и средств на 100% проверку часто делают ее невозможной, особенно в случае разрушающих испытаний,-что оставляет выборочный контроль единственной реальной альтернативой. По этим причинам заказчики обычно готовы принять партии с небольшим процентом дефектных изделий, особенно если ущерб от этого невелик. Часто этот процент дефектных изделий находится в диапазоне от 2% до 4%. Эта величина носит название приемлемого уровня качества (acceptable quality level - AQL). Произвольная выборка не способна точно выявить партии, которые содержат процент дефектных изделий, превьшающий приемлемый уровень качества. Поэтому заказчики отдают себе отчет в том, что может быть принята партия с большим количеством дефектов. Тем не менее, всегда существует верхний предел той доли дефектных изделий, которую заказчик может допустить в принятой партии. Эта величина известна как допустимый процент дефектных изделий в партии (lot tolerance percent defective - LTPD). Приемлемый уровень качестве - такой процентный уровень дефектных изделий в партии, при котором заказчик готов принять партию как доброкачественную. Допустимый процент дефектных изделий в партии - верхний предел процентного содержания дефектных изделий в партии, который заказчик готов допустить. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 [ 156 ] 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |