

|
|

|
Промышленный лизинг
Методички
1,00 а. с о; о а ш m 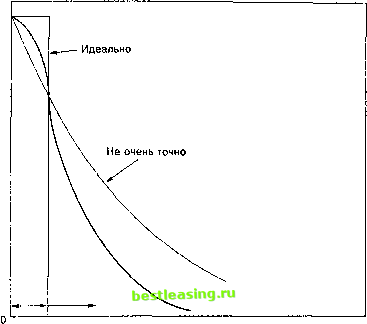 Хорошо Качество партии (доля дефектов) Рис. 9п-2. Чем круче кривая, тем более точно распознавание Так, заказчики хотят получить уровень качества, равный приемлемому уровню качества (или выше), и они готовы работать с партией качества не хуже допустимого процента дефектов,-но они предпочитают забраковывать партии с долей дефектных изделий выше допустимого процента. Вероятность того, что будет принята партия с процентом дефектных изделий больше допустимого, известна как риск потребителя или бета-риск, или как вероятность ошибки II типа. Вероятность браковки партии с приемлемым уровнем качества известна как риск производителя, альфа-риск, или как вероятность ошибки I типа. Большинство планов выборки предусматривает уровень риска производителя 5% и риска потребителя 10%, хотя используются и другие комбинации значений. Эмпирическим методом можно разработать план с определенными значениями альфа и бета по данным приемлемого уровня качества и допустимого процента брака. Тем не менее, для расчета размера выборки и критерия приемлемости для планов выборки широко применяются стандартные разработки, такие как таблицы MIL-STD. Рисунок 9п-3 изображает кривую рабочих характеристик с величинами приемлемого уровня качества, допустимого процента риска, риска потребителя и риска производителя. Для лучшего понимания проблемы полезно самим выстраивать на графике кривые рабочих характеристик. Предположим, вам необходимо построить кривую для следующих условий: выборка из п= 10 элементов берется из партии N=2000 элементов, и партия принимается в случае нахождения не более чем с= 1 дефекта. Так как размер выборки много меньше размера партии, целесообразно использовать биномиальное распределение для определения вероятностей приема партий при различном уровне качества выборок. Для наглядности изложения мы приводим здесь часть совокупной биномиальной таблицы (Приложение, таблица D). Потребительский риск - вероятность того, что будет принята партия, содержа- щая процент брака больше I допустимого. I I Риск производителя - ве- j роятность того, что будет за- бракована партия, содержащая приемлемый уровень качества. 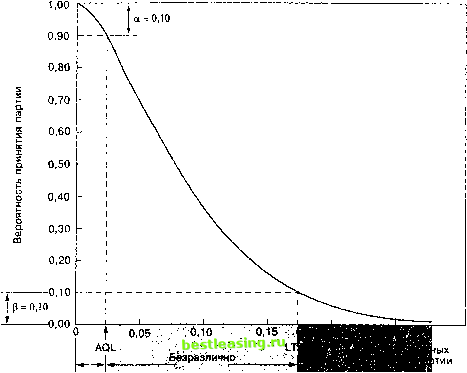 Хорошо Плохо Рис. 9п-3. Приемлемый уровень качества (AQL) показывает приемлемые партии, допустимый уровень дефектов (LTPD) - некачественные партии Доля дефектов, р п X 0,05 0,10 0,15 0,20 0,25 0,30 0,35 0,40 0,45 0,50 0,55 0,60 10 О .5967 .3487 .1969 .1074 .0563 .0282 .0135 .0060 .0025 .0010 .0003 .0001 0=1 i 1 .9139 .7361 .5443 .3758 .2440 .1493 .0860 .0464 .0233 .0107 .0045 .0017 j 2 .9885 .9298 .8202 .6778 .5256 .3828 .2616 .1673 .0996 .0547 .0274 .0123 3 .9990 .9872 .9500 .8791 .7759 .6496 .5138 .3823 .2660 .1719 .1020 .0548 Для использования таблицы выберите различные уровни качества партии (значения р вверху таблицы), начинающиеся с 0,05 и найдите вероятность приема партии с данной долей дефектных изделий (т.е. для данного случая - вероятность нахождения одного и менее дефектных изделий). Для р=0,05 вероятность одного и менее дефектов равна 0,9139. Для партии с 10% дефектных изделий (т.е. долей дефектов 0,1), вероятность одного и менее дефектных изделий снижается до 0,7631 а для 15% дефектных изделий в партии вероятность приема этой партии составит 0,5443. То есть, вы берете значения вероятностей в строке для с=1. Нанеся эти значения (т.е. 0,05 и 0,9139; 0,1 и 0,77631) на график и соединив их,вы получите кривую рабочих характеристик, показанную на рис. 9п-4. При п > 20 и р < 0,05 для построения кривой рабочих характеристик целесообразно использовать распределение Пуассона. Распределение Пуассона используется для приближения биномиального распределения. Приближение Пуассона рассматривает среднее значение биномиального распределения (т.е. пр) как среднюю Пуассона (т.е.ц): Ц = ¥ (9п-1) Как и в случае биномиального распределения, берутся различные значения уровня качества партии р, и из совокупных таблиц Пуассона определяется вероятность 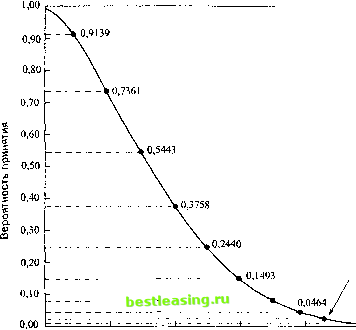 0,0233 0,0107 0,0045 0,10 0,20 0,30 0,40 Доля дефектов в партии 0,50 0,0017 0,60 Рис. 9п-4. Кривая рабочих характеристик для п = 10, с = 1 приема партии (т.е. нахождения двух или менее дефектных изделий). Здесь используются значения р с приращением 0,01. Пример 1 демонстрирует использование таблицы Пуассона. Пример 1 Используя совокупную таблицу Пуассона, постройте кривую рабочих характеристик для следующего плана выборки: Рас 1,00 0,80 0,60 0,40 0,20 0,00
0,01 0,02 0,03 0,04 0,05 Доля дефектов 0,06 0,07 0,08 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 [ 157 ] 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |