

|
|

|
Промышленный лизинг
Методички
ing, November 24, 1994, pp. 7-9). Список из 1000 операций закупок/поставок выявил девять областей в которых потенциальные идеи поставщиков могут привести к повыщению конкурентоспособности: 1. Сокращение расходов на закупки. 2. Сокращение транспортных расходов. 3. Сокращение производственных расходов. 4. Повыщение качества изделия. 5. Улучщение разработки (проекта) изделия. 6. Сокращение времени, которое необходимо для представления изделия на рынок. 7. Более полное удовлетворение заказчика. 8. Сокращение складских расходов. 9. Представление новых изделий или процессов. Организации, которым повезло разрабатывать подобные идеи, имеют хорошие отношения с поставщиками и действительно открыты для предложений и идей своих поставщиков. Таблица 14п-2. Поставщики как партнеры и как противники Фактор Партнерство Соперничество Число поставщиков Один или несколько (немного) Продолжительность отношений Низкие цены Надежность Открытость Качество Объем отношений Расположение поставщика Гибкость Долгосрочные Относительно важны Высокая Высокая Изначально гарантировано; заверено поставщиком Высокий Близость к поставщику может быть важной из-за сроков поставок и послепродажного сервиса Достаточно высокая Множество; постоянное столкновение их интересов Возможны кратковременные Основной фактор Возможна не очень высокая Низкая Может быть ненадежным; проверяется покупателем Может быть небольшим, т.к. закупки распределены между несколькими поставщиками Поставщики могут быть разбросаны по всей стране Сравнительно небольшая Материал для чтения: ЛТ II ЛТ II - это философия, которая предполагает передачу поставщикам более широких полномочий и части обязанностей, которые ранее исполнял персонал отдела закупок. В подобные обязанности может входить планирование, заключение сделок, ответственность за качество и сроки поставок продукции поставщика. В одних случаях, это означает присутствие представителей поставщика на месте производства. В других случаях, эти функции осуществляются через электронную связь предприятия-заказчика и предприятия-поставщика. Корпорация BOSE, производитель популярных аудиотоваров, начала передачу полномочий своим поставщикам еще в середине 1980-х годов. Лэнс Диксон, руководитель отдела закупок и материально-технического снабжения назвал это ЛТ II. Для него ЛТ II - это естественное продолжение философии быстрого производства, ЛТ (Just-in-time), партнерство и совместные инженерно-конструкторские разработки. При системе ЛТ II, поставщики получили доступ к инженерам-пректировщикам; иногда персоналу поставщиков даже разрешается вносить собственные конструкторские изменения в заказы. i В преимущества передачи поставщикам больших полномочий входят: активный 1 обмен информацией, исключение излишних этапов, совершенствование планирова-j ния и удовлетворения материальных потребностей производства, вовлечение по-, ставщиков в планирование и разработку новых изделий уже на ранних стадиях, сокра-; щение запасов и снижение закупочной и продажной цены изделия. Некоторые . опасности связаны с возможностью раскрытия секретных и закрытых технологий, со- ставляющих собственность компании, слишком большой зависимостью от персонала ! поставщика в заполнении пробелов в технических знаниях, а также чрезмерным ? самодовольством поставщика. Список компаний, которые приняли эту философию по крайней мере в какой-то I S части своей производственной деятельности, достаточно впечатляет. Кроме BOSE, в него входят IBM, Honeywell, Intel и Ingersoll-Rand. 1 (Источник: на основе статьи ЛТП Comes of Аде . Purchasing, October 1994, pp. 41-46. Перепечатано с разре- I 5 шения компании Cahners Publishing) I Материально-техническое снабжение ...c.,xxr.sytji!ij:~xjxi,s,.A.:x-i Материально-техническос снабжсние связано С перемс-Материально-тежничес- i щением материалов в пределах производственной пло-i материалов и поставок f Д акже обработкой входящих и исходящих от- , . , . I грузок изделий и материалов. Перемещение в пределах предприятия На рисунке 14п-3 представлены многочисленные этапы движения материалов внутри предприятия: 1. От прибывших транспортных средств в отдел приемки грузов. 2. Из отдела приемки грузов на склад. 3. Со склада к месту использования (например, на производственный участок). 4. С одного производственного участка на следующий или на временное хранение. 5. С последней производственной операции на склад готовой продукции. 6. Со склада в упаковочный цех и отдел по отгрузкам. 7. Из отдела по отгрузкам на исходящие транспортные средства. В некоторых случаях, перемещающиеся товары - это материальные запасы; в других случаях, - это законченные или частично законченные изделия; в третьих, - это сырье или комплектующие. Движение материалов должно быть скоординировано для прибытия в определенное место назначения в определенное время. Необходимо принять меры, чтобы при перемещении товары небыли потеряны, разворованы или повреждены. Входящие и исходящие грузы Надзор за входящими и исходящими грузами называется управление грузооборотом. Сюда относится составление графиков, решения относительно способов и сроков перемещения, с учетом стоимости различных вариантов, государственного регулирования и требований организации по объему и сроку поставок, а также внешних факторов (возможные задержки отгрузок, ремонт автострады или забастовка водителей грузовиков). Отслеживание грузоперевозок с помощью компьютера часто позволяет узнавать о текущем положении с отгрузками и получать другую свежую информацию о ценах и графиках. 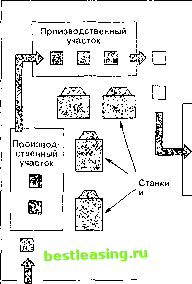 Производственный участок □ Склад П?гЙ □ □□ □ □□ □ □□ оборудование Производственный участок Склад Ц [7] □ п □ □ Получение груза Склад Вывоз Ввоз Отгрузка Рис. 14п-3. Движение материалов Штриховое кодирование Штриховые коды представляют собой чередующиеся узкие и широкие черные линии и белые промежутки между ними, а также числа и символы, которые вы видите ежедневно на товарах в супермаркетах и в других предприятиях розничной торговли. Штрих-код (или универсальный товарный код) считывается сканирующим устройством, которое использует эту информацию для различных целей, таких как запись стоимости и объема продаж, распечатка товарных чеков, обновление инвентарных списков. Штриховые коды используются также в производстве и распределении. В распределении они дают возможность компаниям отслеживать наличие предметов на складах и путь следования к заказчикам; менеджеры могут одновременно определять местоположение предметов в системе и их статус (например путь следования к заказчику, доставка заказчику). Н а производстве штриховые коды используются для отслеживания продвижения работ, по мере того как они проходят через производственный процесс. Кроме этого, специфические инструкции по обработке на каждой операции могут быть даны оператору путем сканирования штрихового кода непосредственно перед каждой операцией. Они также используются для обновления инвентарных ведомостей, контроля за уровнем качества и производительностью. Таким Штрих-коды - чередующиеся в определенном порядке черные линии и белые промежутки между ними, которые содержат разнообразную информацию и счи-тываются сканирующим устройством. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 [ 241 ] 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |