

|
|

|
Промышленный лизинг
Методички
Размещение изделия - тип размещения, который использует стандартизированные производственные операции для создания плавного и быстрого движения по системе потока производства большого объема. размещение изделия Размещение изделия применяется для обеспечения плавного и быстрого движения больших объемов продукта (или потребителей) через производственную систему. Такая возможность возникает при производстве высоко стандартизированных изделий или услуг, требующих простых стандартных (повторяющихся) производственных операций. Работа разделена на ряд стандартизированных задач, которые допускают специализацию труда и оборудования. Большие объемы выпуска делают такие системы экономичными и дают возможность вложения значительных средств в проектирование рабочих процессов и оборудования. Поскольку производится только один или несколько однородных видов изделия, возможно организовать размещение производства в полном соответствии с технологическими требованиями данного изделия. Например, если технология требует определенной последовательности операций по резке, шлифовке и покраске, то соответствующее оборудование будет установлено в той же самой последовательности. Более того, если каждое изделие проходит одну и ту же последовательность операций, возникает возможность для перемещения изделий между операциями по дорожкам типа конвейеров. В результате формируется производственная линия, подобная изображенной на рисунке 6-1. На производстве такие линии называют производственными или сборочными линиями, в зависимости от типа процесса. В непроизводственных процессах термин линш используется произвольно. Например, применительно к кафетерию, термин лмнш используется, а применительно к мойке автомобилей - нет, хотя с концептуальной точки зрения они почти идентичны. Рисунок 6-2 иллюстрирует расположениетипичной линии обслуживания в кафетерии. Примеры такого типа размещения и планировки в непроизводственной сфере более редки, потому что большая вариативность требований обычно делает стандартизацию невыполнимой. Без высокой стандартизации теряется большинство преиму- Производственная линия - стандартизированная планировка, организованная в соответствии с фиксированной последовательностью производственных операций. i Сборочная линия - стан-:* дартизированная планиров- ка, организованная в соот-ветствии с фиксированной последовательностью сбо-1; рочных операций. [Начало] Сырье или клиент Станция 1 Ход работы Станция 2 Станция 3 -► Материалы . и/или рабочая сила Материалы Материалы Станция п [Конец] , Конечный продукт и/или рабочая сила / Материалы / и/или рабочая сила и/или рабочая сила Рис. 6-1. Поточная линия для производства или услуги Посуда и столовое серебро Десерты Салаты Первое блюдо Картофель и овощи Хлеб и булочки Напитки Кассир Рис. 6-2. Линия обслуживания в кафетерии Глава 6 294 ------5 еств массового производства. При использовании линий, иногда приходится идти а определенные компромиссы. Например, автоматическая машинная мойка обеспечивает одинаковую обработку всех автомобилей - с тем же самым количеством мыла и воды, с тем же временем обработки, - даже если автомобили значительно отличаются по своему состоянию. В результате, очень грязные автомобили становятся абсолютно чистыми, а относительно чистые автомобили проходят ту же самую процедуру со значительной и ненужной тратой мыла, воды и энергии. Расположение изделия может обеспечить высокую степень эффективности использования рабочей силы и оборудования, которая возместит высокие затраты на оборудование. Так как изделия продвигаются от операции к операции очень быстро, время нахождения их в обработке минимально. Однако операции настолько тесно связаны между собой, что вся система становится очень уязвимой: при простое или поломке на одной из линий она полностью останавливается. Процедуры техобслуживания призваны для предотвращения таких случаев. Профилактическое обслуживание - периодический осмотр и замена изношенных и часто ломающихся частей - сокращает вероятность поломок в течение работы. Конечно, никакая профилактика не может полностью устранить сбои, поэтому должны приниматься меры для обеспечения быстрого ремонта. Они включают поддержание нужного количества запасных частей и наличие специального персонала для быстрого возвращения оборудования в нормальный режим функционирования. Эти процедуры обходятся достаточно дорого; из-за специализированного характера оборудования неисправности труднее обнаружить и устранить, а количество необходимых запасных частей может быть довольно велико. Основные преимущества размещения изделия: 1. Высокий уровень выпуска (производительность). 2. Низкая себестоимость единицы продукции благодаря большому объему производства; высокая стоимость специализированного оборудования распределена на большое количество продукции. 3. Высокая специализация трудовых ресурсов сокращает затраты и время на обучение. 4. Низкая стоимость перемещения на единицу изделия; этот процесс значительно упрощен, так как изделия проходят одну и ту же последовательность операций. 5. Высокая степень эффективности использования трудовых ресурсов и оборудования. 6. Сроки и пути движения ресурсов по системе определены уже в начальном проекте системы; после запуска системы в действие они уже не требуют много внимания. 7. Бухгалтерия, закупки и управление ресурсами значительно стандартизированы. Основные недостатки размещения изделия включают: 1. Интенсивное разделение труда обычно создает унылые, однообразные рабочие операции, которые дают мало возможности для усовершенствования и могут привести к возникновению моральных проблем. 2. Неквалифицированные рабочие могут проявлять мало интереса к эксплуатации оборудования и качеству продукции. 3. Система недостаточно гибкая и с трудом перестраивается на изменения в объеме выпуска или на изменения проекта выпускаемых изделий/услуг. 4. Система высоко чувствительна: поломка оборудования или высокий процент отсутствия рабочих на своих местах вызывают остановку системы. 5. Необходимы значительные расходы на профилактическое обслуживание и ремонт оборудования и поддержание резерва запасных частей. 6. Любые индивидуальные изменения продукции нерациональны, так как в этом случае будут происходить искажения в результатах труда отдельных ра- бочих, что неблагоприятно скажется на высокой эффективности использования рабочей силы и оборудования. U-образные расположения. Хотя прямая поточная линия довольно проста и поэтому всем нравится, U-образная линия (см.рис.6-3) имеет ряд своих преимуществ, которые делают ее достойной рассмотрения. Недостаток длинной прямой производственной линии состоит в значительном перемещении рабочих и средств транспортировки. Линия, имеющая U-образную форму, более компактна и часто занимает приблизительно половину длины прямой поточной линии. Кроме того, U-образная линия облегчает связь между рабочими на линии, потому что они находятся достаточно близко друг к другу - таким образом облегчается работа в команде. Гибкость в распределении рабочих обязанностей увеличивается, потому что рабочие могут обращаться не только к смежным рабочим местам, но также и к местам, размещенным на противоположной стороне линии. Кроме того, если материалы входят на линию в том же месте, где выходят готовые изделия, то можно сократить транспортные и погрузочные расходы. Вход- Выход- 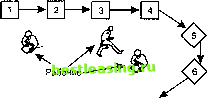 Рис. 6-3. U-образная производственная линия Конечно, не во всех ситуациях пригодна U-образная форма расположения. Высоко автоматизированные линии сокращают общение между рабочими и необходимость бригадной формы организации труда. Начальная и конечная точки процесса могут находиться на противоположных сторонах здания. Кроме того, может существовать необходимость изолирования производственных операций, из-за таких факторов как шум или уровень загрязнения. Размещение процесса - такое размещение, которое может отвечать разнообразным технологическим требованиям. Размещение процесса Размещение процесса предназначено для производства изделий или услуг, требующих значительного разнообразия технологического процесса. Размещение затрагивает отделы или другие функциональные группы, в которых выполняются сходные производственные операции. Производственный пример размещения процесса - механический цех, который имеет отдельные участки для очистки, резания, сверления и т.д. Такой процесс необходим для изделий, обработка которых требует перемещения партии по участкам в последовательности, продиктованной техническими требованиями. Различные изделия могут требовать совершенно различной обработки и последовательности действий. Следовательно, для работ по перемещению изделий необходимо соответствующее погрузочное и транспортировочное оборудование, приспособленное к разнообразию изделий и маршрутов перемещения (платформы, автокары, автопогрузчики с вильчатым захватом, джипы, грузовые вагонетки). Использование станков и оборудования общего назначения обеспечивает гибкость, необходимую для работы в широком спектре требований по обработке. Рабочие, использующие это оборудование, обычно квалифицированные или полуквалифицированные. На рисунке 6-4 показана типичная структура организации производственных участков при размещении процесса. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 [ 93 ] 94 95 96 97 98 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |