

|
|

|
Промышленный лизинг
Методички
Глав! ПРИМЕР 2 Используя информацию из таблицы, сделайте следующее: 1. Составьте диаграмму предшествования. 2. Вычислите время цикла для получения уровня выпуска 400 единиц в день при ус ловии продолжительности рабочего дня 8 часов. 3. Определите минимальное число рабочих мест. 4. Распределите задачи по рабочим местам согласно самому большому числу последующих задач. При необходимости используйте разрыв связей, назначая первой задачу с самым большим временем обработки. Задача Последующая Время задача задачи а b с d е i а b е d f f конец 0,2 0,2 0,8 0,6 0,3 1,0 0,4 ОЛ It =3,8 Решение: 1. Зарисовка диаграммы предшествования - относительно простая задача. Начните с определения задач, которые не имеют предшествующих. Мы видим из таблицы, что а и с не имеют непосредственных предшественников. Отсюда начинаем строить диаграмму. © © Задача b следует за а, и d следует за с. Задача е следует за Ь. 1)-->0-нЭ G)->© Задача f следует за е и d. 0-->(; Задача g следует за f, h следует за д. (?Н-©-X ©-К5-O-Ki)-© 2. СТ = ОТ 480 мин, в день D 400 изделий в день = 1,2 мин. на цикл D X Xt 400 изделий в деньх 3,8 мин, на изделие 3 ОТ 480 мин. в день на рабочее место = 3,17 рабочих мест (округляется до 4). 4. Начиная с места 1, распределяйте задачи следующим образом: определите ло диаграмме предшествования, какие задачи доступны для распределения. Затем решите, какая из этих доступных задач соответствует времени нахождения на станции. Используйте разрыв связи, если это необходимо. Когда рабочий узел полностью загружен, переходите к следующему. Продолжайте до тех пор, пока все задачи не будут распределены.
* Ни а ни с не имеют предшественников, поэтому обе эти задачи доступны для распределения. Назначена задача а как имеющая большее количество последователей. * Когда задача а назначена, приступаем к b и с. Обе они отвечают временному параметру - 1,0 мин. Связь не может быть нарушена по правилу максимальное число последователей . Назначена наиболее продолжительная задача. *** Хотя задача f доступна, она не проходит по времени, поэтому рабочее место 2 оставлено с 0,3 мин. простоя на каждый цикл в 1,2 мин. Все произведенные распределения показаны в следующей диаграмме. Если вы внимательно посмотрите на это решение, то обнаружите, что его можно улучшить. Таким образом, это решение не обязательно будет оптимальным. Не следует ожидать, что эвристический подход будут всегда давать оптимальные решения; он просто обеспечивает практический путь решения сложных проблем, которые не поддаются приемам оптимизации. Станция 1 0-нЭ © 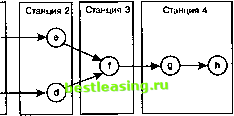 3-jo Глава! Технические соображения включают определенные требования по рабочей ква лификации, необходимой для выполнения различных задач. Если требования по квалификации различаются, то соответствующие задачи нельзя отнести к одному рабочему месту. Точно так же, если задачи непосредственно несовместимы (например, шлифовка и покраска - или использование открытого пламени и легковоспламеняющихся жидкостей), то такие задачи нельзя размещать даже на разных узлах, близко расположенных друг от друга. Разработка реального плана балансирования линии может потребовать учета и других факторов (например, человеческого фактора), пространственных ограничений и технических возможностей оборудования. Хотя удобно считать, что сборочные операции выполняются равномерно и постоянно, - здравый смысл подсказывает, что всякий раз, когда в процесс вовлечены люди, время выполнения операций будет непостоянным. Причины отклонений могут быть многочисленны и разнообразны: усталость, скука, неспособность сконцентрироваться на задаче. Кроме того, отсутствие рабочего на своем рабочем месте (прогул, болезнь и т.п.) также может повлиять на баланс линии. По этим причинам, совершенный баланс линии с привлечением человеческого труда - это скорее идеал, чем реальность. На практике линии редко бывают точно сбалансированы. Однако это не так уж плохо, потому что некоторая несбалансированность означает, что на линии существует резерв времени, и есть возможность сгладить последствия кратких остановок рабочих узлов. Кроме того, рабочие места, имеющие запас времени, можно использовать для обучения новых рабочих, еще не набравших скорости . Проектирование размещения производственного процесса Главная проблема в проектировании процесса касается пространственного расположения производственных отделов. Как показано на рисунке 6-8, отделы должны быть привязаны к определенным местоположениям. Расположение Рабочие центры I----- --г i I А I и I г ! :-----1-------i----1 . 5 Рис. 6-8. За рабочими центрами должны быть закреплены определенные места Проблема состоитвтом, чтобы разработать оптимальное расположение; некоторые комбинации будут более выгодны, чем другие. Например, некоторые отделы могут извлечь выгоду от смежного местоположения, а другие непременно следует отделить друг от друга. Если отделы покраски и шлифовки расположены слишком близко друг к другу, то в состав краски и на окрашенные поверхности могут попасть частицы пыли от шлифовочных операций и вызвать загрязнение. И наоборот, два отдела, использующие одно и то же оборудование, извлекли бы выгоду из близкого друг к другу расположения. На планировку могут также повлиять внешние факторы типа расположения входов, лифтов, грузоподъемников, окон и площадок с укрепленным фундаментом. Так же важны уровень шума, безопасность, размеры и расположение комнат отдыха. В ряде случаев (например, планировка универсамов, заправочных станций, линий самообслуживания на предприятиях общественного питания), определенное число устройств и сооружений, имеющих сходные характеристики, оправдывает разработку 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57 58 59 60 61 62 63 64 65 66 67 68 69 70 71 72 73 74 75 76 77 78 79 80 81 82 83 84 85 86 87 88 89 90 91 92 93 94 95 96 97 [ 98 ] 99 100 101 102 103 104 105 106 107 108 109 110 111 112 113 114 115 116 117 118 119 120 121 122 123 124 125 126 127 128 129 130 131 132 133 134 135 136 137 138 139 140 141 142 143 144 145 146 147 148 149 150 151 152 153 154 155 156 157 158 159 160 161 162 163 164 165 166 167 168 169 170 171 172 173 174 175 176 177 178 179 180 181 182 183 184 185 186 187 188 189 190 191 192 193 194 195 196 197 198 199 200 201 202 203 204 205 206 207 208 209 210 211 212 213 214 215 216 217 218 219 220 221 222 223 224 225 226 227 228 229 230 231 232 233 234 235 236 237 238 239 240 241 242 243 244 245 246 247 248 249 250 251 252 253 254 255 256 257 258 259 260 261 262 263 264 265 266 267 268 269 270 271 272 273 274 275 276 277 278 279 280 281 282 283 284 285 286 287 288 289 290 291 292 293 294 295 296 297 298 299 300 301 302 303 304 |